一 萬能角度尺
萬能角度尺是用來測量精密零件內外角度或進行角度劃線的角度量具,它有以下幾種,如游標量角器、萬能角度尺等。
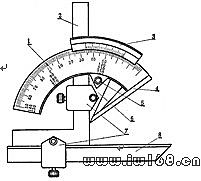
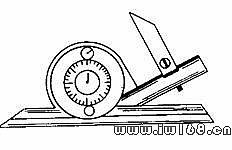
萬能角度尺的讀數機構,如圖6-1所示。是由刻有基本角度刻線的尺座1,和固定在扇形板6上的游標3組成。扇形板可在尺座上迴轉移動(有制動器5),形成了和遊標卡尺相似的游標讀數機構。
圖1 萬能角度量具
萬能角度尺尺座上的刻度線每格1º。由於游標上刻有30格,所佔的總角度為29º,因此,兩者每格刻線的度數差是
即萬能角度尺的精度為2′。
萬能角度尺的讀數方法,和遊標卡尺相同,先讀出遊標零線前的角度是幾度,再從游標上讀出角度“分”的數值,兩者相加就是被測零件的角度數值。
在萬能角度上,基尺4是固定在尺座上的,角尺2是用卡塊7固定在扇形板上,可移動尺8是用卡塊固定在角尺上。若把角尺2拆下,也可把直尺8固定在扇形板上。由於角尺2和直尺8可以移動和拆換,使萬能角度尺可以測量0º~320º的任何角度,如圖6-2所示。
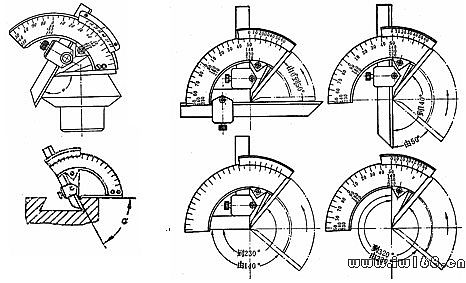
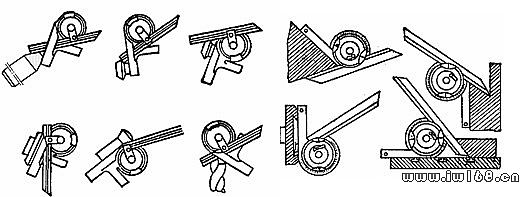
圖6-2 萬能量角尺的應用
由圖6-2可見,角尺和直尺全裝上時,可測量0º~50的外角度 ,僅裝上直尺時,可測量50º~140º的角度,僅裝上角尺時,可測量140º~230’的角度,把角尺和直尺全拆下時,可測量230º~320º的角度(即可測量40º~130º的內角度)。
萬能量角尺的尺座上,基本角度的刻線只有0~90º,如果測量的零件角度大於90º,則在讀數時,應加上一個基數(90º;180º;270º;)。當零件角度為:>90º~180º,被測角度=90º+量角尺讀數,>180º~270º,被測角度=180º+量角尺讀數,>270º~320º被
測角度=270º+量角尺讀數。
用萬能角度尺測量零件角度時,應使基尺與零件角度的母線方向一致,且零件應與量角尺的兩個測量面的全長上接觸良好,以免產生測量誤差。
二 游標量角器
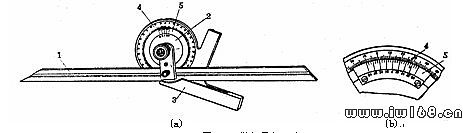
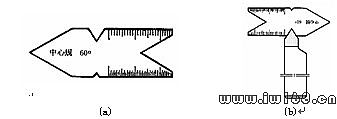
游標量角器的結構見圖6-3(a) 。它由直尺1、轉盤2、固定角尺3和定盤4組成。直尺1可順其長度方向在適當的位置上固定,轉盤2上有游標刻線5。它的精度為5′。產生這種精度的刻線原理如圖6-3(b)所示。定盤上每格角度線1度,轉盤上自零度線起,左右各刻有12等分角度線,其總角度是23º。所以游標上每格的度數是
定盤上2格與轉盤上1格相差度數是
2º-1º55′=5′
即這種量角器的精度為5′。
(a) (b)
圖6-3 游標量角器
1-尺身 2-轉盤 3-固定角尺 4-定盤
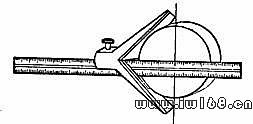
圖6-4為游標量角器的各種使用方法示例。
圖6-4 游標量角器的使用方法
三 萬能角尺
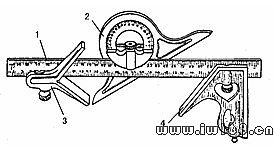
萬能角尺如圖6-5所示。主要用於測量一般的角度、長度、深度、水平度以及在圓形工件上定中心等。又稱萬能鋼角尺、萬能角度尺、組合角尺。它由鋼尺1、活動量角器2、中心角規3、固定角規4組成。其鋼尺的長度為300mm。
圖6-5 萬能角度尺
1-鋼尺 2-活動量角器 3-中心角規 4-固定角規
1 鋼尺 鋼尺是萬能角尺的主件,使用時與其他附件配合。鋼尺正面刻有
尺寸線,背面有一條長槽,用來安裝其他附件。
2 活動量角器活動量角器上有一轉盤,盤面刻有0~180º的刻度,當中還有水準器。把這個量角器裝上鋼尺以後,可量出0~180º範圍內的任意角度。扳成需要角度后,用螺釘緊固。
3.中心角規 中心角規的兩條邊成90º。裝上鋼尺后,尺邊與鋼尺成45º角,可用來求出圓形工件的中心。
4.固定角規 固定角規有一長邊,裝上鋼尺后成90º。另一條斜邊與鋼尺成45º。在長邊的一端插一根划針作劃線用。旁邊還有水準器。
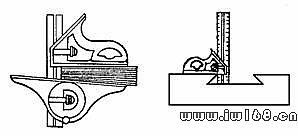
圖6-6為萬能角尺應用的圖例。
圖6-6 萬能角尺的使用方法
四 帶表角度尺
帶表角度尺如圖6-7所示。用於測量任意角度,測量精度比一般角度尺高。測量範圍:4×90º、讀數值為2´、5´;0~360º,分度值為5´。
圖6-7 帶表角度尺
五 中心規
中心規如圖6-8a所示。主要用於檢驗螺紋及螺紋車刀角度(圖6-8b) 和螺紋車刀在安裝時校正正確位置。車螺紋時,為了保證齒形正確,對安裝螺紋車刀提出了較高的要求。對於三角螺紋,它的齒形要求對稱和垂直於工件軸心線,即兩半形相等。安裝時為了使兩半形
圖6-8 中心規
圖6-9 螺紋車刀對刀方法
相等,可按圖6-9所示用中心規對刀。也可校驗車床頂針的準確性。其規格有55º、60º兩種。
六 正弦規
正弦規是用於準確檢驗零件及量規角度和錐度的量具。它是利用三角函數的正弦關係來度量的,
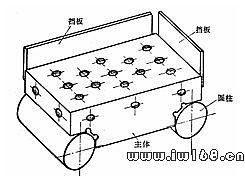
圖6-10 正弦規
故稱正弦規或正弦尺、正弦台。由圖6-10可見,正弦規主要由帶有精密工作平面的主體和兩個精密圓柱組成,四周可以裝有擋板(使用時只裝互相垂直的兩塊),測量時作為放置零件的定位板。國產正弦規有寬型的和窄型的兩種,其規格見表6-1正弦規的兩個精密圓柱的中心距的精度很高,窄型正弦規的中心距200mm的誤差不大於0.003mm;寬型的不大於
0.005mm。同時,主體上工作平面的平直度,以及它與兩個圓柱之間的相互位置精度都很高,因此可以用於精密測量,也可作為機床上加工帶角度零件的精密定位用。利用正弦規測量角度和錐度時,測量精度可達±3"~±1",但適宜測量小於40º的角度。
表6-1 正弦規的規格
兩圓柱中心距 | 圓柱直徑 | 工作台寬度(mm) | 精度等級 |
(mm) | (mm) | 窄型 寬型 |
100 | 20 | 25 80 | 0.1級 |
200 | 30 | 40 80 |
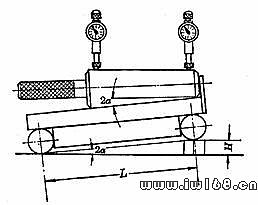
圖6-11 正弦規的應用
圖6-11是應用正弦規測量圓錐塞規錐角的示意圖。應用正弦規測量零件角度時,先把正弦規放在精密平台上,被測零件(如圓錐塞規)放在正弦規的工作平面上,被測零件的定位面平靠在正弦規的擋板上,(如圓錐塞規的前端面靠在正弦規的前擋板上) 。在正弦規的一個圓柱下面墊入量塊,用百分表檢查零件全長的高度,調整量塊尺寸,使百分表在零件全長上的讀數相同。此時,就可應用直角三角形的正弦
公式,算出零件的角度。
式中 sin ——正弦函數符號,
2α——圓錐的錐角(度),
H ——量塊的高度(mm),
L ——正弦規兩圓柱的中心距(mm)。
例如,測量圓錐塞規的錐角時,使用的是窄型正弦規,中心距L=200mm,在一個圓柱下墊入的量塊高度H=10.06mm時,才使百分表在圓錐塞規的全長上讀數相等。此時圓錐塞規的錐角計算如下:
查正弦函數表得2α=2º53′。即圓錐塞規的實際錐角為 2º53′。
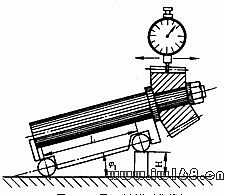
圖6-12 用正弦規檢驗根錐角
圖6-12是錐齒輪的錐角檢驗。由於節錐是一個假想的圓錐,直接測量節錐角有困難,
通常以測量根錐角δf 值來代替。 簡單的測量方法是用全形樣板測量根錐頂角,或用半形樣板測量根錐角。此外,也可用正弦規測量,將錐齒輪套在心軸上,心軸置於正弦規上,將正弦規墊起一個根錐角δf , 然後用百分表測量齒輪大小端的齒根部即可。根據根錐角δf值計算應墊起的量塊高度H
H=Lsinδf
式中 H——量塊高度;
L——正弦規兩圓柱的中心距;
δf ——錐齒輪的根錐角。
七 車刀量角台
1. 車刀量角台的構造
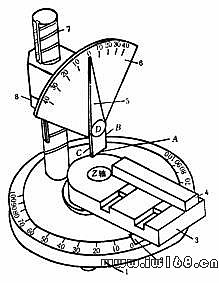
車刀量角台(圖6-13)是測量車刀角度的專用儀器。它由底座1、指示板2、平台3、定位塊4、指針5、扇形板6、立柱7和螺母8組成。底座1為圓盤形,零線左右各有刻度100°。平台3可在底座上繞Z軸左右轉動,轉動的角度可由固定在平台底部的指示板2指示出來。扇形板6上有刻度±45°。指針5可以繞其軸轉動,轉動的角度可在扇形板的刻度上指示出來。針5下端是測量板,測量板有下刃A、右側刃 B、左側刃C和前測量面D。立柱7上有螺紋。轉動螺母8可使扇形板6上下移動。
圖6-13 車刀量角台
1-底座;2-指示板;3-平台;4-定位塊;
5-指針;6-扇形板;7-立柱;8-螺母。
平台3繞Z軸旋轉的平面代表基面P。因為大指針的前測量面D與基面垂直,當轉動平台3使主切削刃靠攏D面時,D面就代表切削平面。轉動平台3, 使大指針(指針指在刻度
零的位置)底邊A與主切削刃上某點接觸,並與主切削刃在基面上的投影垂直時,大指針的
測量面D所指示的平面就是主切削刃上該點的正交平面(或稱為主剖面) 。
2 車刀角度的測量
測量車刀各個角度前,應先將指示板2和指針5對準零位,把待測車刀放到平台3上,並與定位塊靠緊,即完成了各個角度測量前的“準備態”。
1) 測量主偏角

,將平台3繞
Z軸順時針轉動,使車刀主切削刃與指針測量板的D平面貼合,從指示板2指示出的圓盤刻度值即為

值。說明:主刀刃繞軸Z作順時針轉動,也就是使主刀刃與測量板的D面貼合,所貼合的線段視為進給方向。貼合后的轉角,由於是在圓盤刻上度量的,即表示測量到主切削刃在基面上的投影與進紿方向之間的夾角 。
2) 測量副偏角 ,將平台3繞Z軸逆時針轉動即可測出 值。說明:同理,副切削刃繞軸Z作逆時針轉動,也是便副切削刃與D面貼合,其轉角同樣是在圓盤刻度上度量的,即表示測量得到副切削刃在基面上的投影與進給反方向之間的夾角 。
3) 測量前角 , 使平台3繞Z軸逆時針轉過(90º- )角,然後使測量板下刃A與前刀面貼合,前角 的數值從扇形板6上讀出。說明:D平面代表主剖面,將平台繞Z軸逆時針轉過(90º- )角,這是使主剖面垂直於主切削刃,由此可測量在主剖面內度量的車刀角度。測量板下刃A是與基面平行可代表基面,當測量板下刃A與前刀面貼合時,由大指針5在扇形板上指示的角度,即為在主剖面內測量到的基面與前刀面之間的夾角 。
 4) 測量后角 ,先使平台3繞Z軸逆時針轉過(90º- )角,再使測量板右側刃B與主后刀面貼合。后角 的數值從扇形板6上該得。說明:與測量前角的主剖面位置相同,同時也可以測量后角。用代表切削平面D的右側刃B與主后刀面相貼合,其大指針5在扇形板上所指示的角度,即為在主剖面內測量到的切削平面與主后刀面之間的夾角 。
4) 測量后角 ,先使平台3繞Z軸逆時針轉過(90º- )角,再使測量板右側刃B與主后刀面貼合。后角 的數值從扇形板6上該得。說明:與測量前角的主剖面位置相同,同時也可以測量后角。用代表切削平面D的右側刃B與主后刀面相貼合,其大指針5在扇形板上所指示的角度,即為在主剖面內測量到的切削平面與主后刀面之間的夾角 。5) 測量刃傾角 ,轉動平台3,調節螺母,使指針5的底邊A與主切削刃貼合,刃傾角 可從扇形板上讀出。指針反時針轉刃傾角為正,順時針轉刃傾角為負。說明:指針5的底邊A是與基面平行的,因此A邊可代表基面,當A邊與主切削刃貼合時,由大指針在扇形板上所指示的角度,即為在切削平面內測量到的主切削刃與基面之間的夾角 (正值或負值)。