應用宏程序變數編程,對可以用函數公式描敘的工件輪廓或曲面進行數控加工,是現代數控系統一個重要的新功能和新方法,也是第二屆全國數控技能大賽實操考試主要考核點之一。但是,在一些地方的數控技能大賽中,數控宏程序編程的普及和應用還有待進一步提高。例如:用數控車床加工公式曲線輪廓時,常需要使用宏程序,而很多數學和高級語言基礎較差的學生往往很難掌握好。
在2006年第二屆湖北省“華中數控杯”數控技能大賽中,武漢市第二輕工業學校選手成績優異,共有5名選手入選湖北省參加全國決賽代表隊,位居全省各企業和職業院校第一。這五名選手在全國決賽中全部進入各工種前十五名,其中,車海峰同學在全國決賽中獲得技校組數控銑床工種第四名,光榮獲得赴京參加第二屆全國數控技能大賽閉幕式暨頒獎儀式的機會。作者作為武漢市第二輕工業學校數控大賽選手指導教師和湖北省參加全國決賽選手集訓班教練組成員,在對選手進行賽前集訓時,為了讓學生儘快學會宏程序編程加工,與其他老師共同將數控車削加工中公式曲線宏程序編程製作成標準模板,方便參賽選手使用。從實際應用的情況來看,如果參賽選手理解這個模板的原理,並且熟練掌握其編程方法,在時間非常寶貴和緊迫的數控實操比賽中,看清圖紙,直接套用模板,就可以正確、快速地完成宏程序的編製,達到圖紙的加工要求。
以配置華中世紀星HNC-21TD系統的數控車床為例,在加工零件公式曲線輪廓時,使用粗加工循環指令結合精加工宏程序可以方便快捷地完成零件的粗精加工。現按照實際編程的順序步驟,結合三個實例,將公式曲線精加工宏程序模板的原理和使用辦法介紹如下:
一、公式曲線宏程序編程模板的原理和使用步驟
1、如何選定自變數
1)公式曲線中的X和Z坐標任意一個都可以被定義為自變數,
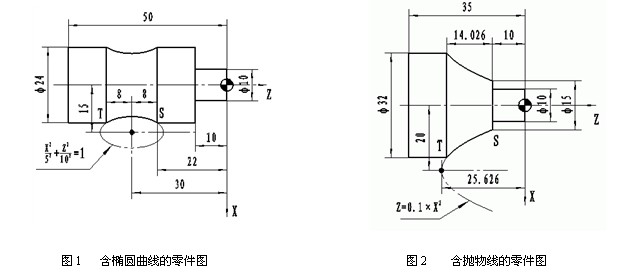
2)一般選擇變化範圍大的一個作為自變數,如圖1,橢圓曲線從起點S到終點T,Z坐標變化量為16,X坐標變化量從圖中可以看出比Z坐標要小得多,所以將Z坐標選定為自變數比較適當。實際加工中我們通常將Z坐標選定為自變數。
3)根據表達式方便情況來確定X或Z作為自變數,如圖3,公式曲線表達式為Z=0.005X3,將X坐標定義為自變數比較適當。如果將Z坐標定義為自變數,則因變數X的表達式為:

其中含有三次開方函數在宏程序中不方便表達。
4)為了表達方便,在這裡將和X坐標相關的變數設為#1、#11、#12等,將和Z坐標相關的變數設為#2、#21、#22等。實際中變數的定義完全可根據個人習慣進行定義。
2、如何確定自變數的起止點的坐標值
該坐標值是相對於公式曲線自身坐標系的坐標值。其中起點坐標為自變數的初始值,終點坐標為自變數的終止值。
如圖1所示,選定橢圓線段的Z坐標為自變數#2,起點S的Z坐標為Z1=8,終點T的Z坐標為Z2=-8。則自變數#2的初始值為8,終止值為-8。
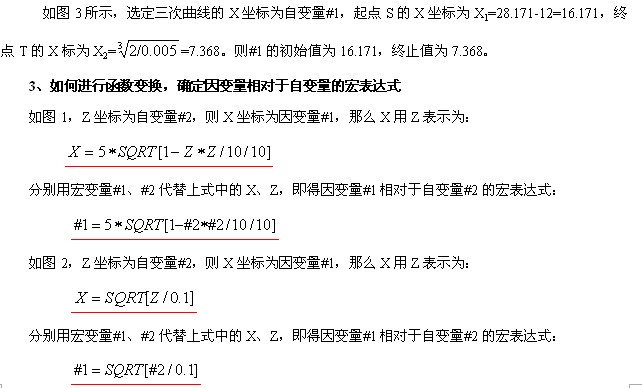
如圖2所示,選定拋物線段的Z坐標為自變數#2,起點S的Z坐標為Z1=15.626,終點T的Z坐標為Z2=1.6。則#2的初始值為15.626,終止值為1.6。
如圖3所示,三次曲線段自身原點相對於編程原點的X軸偏移量ΔX=28.171,Z軸偏移量△Z=-39.144
5、如何判別在計算工件坐標系下的X坐標值(#11)時,宏變數#1的正負號。
1)根據編程使用的工件坐標系,確定編程輪廓為零件的下側輪廓還是上側輪廓:當編程使用的是X向下為正的工件坐標系,則編程輪廓為零件的下側輪廓,當編程使用的是X向上為正的工件坐標系,則編程輪廓為零件的上側輪廓。
2)以編程輪廓中的公式曲線自身坐標系原點為原點,繪製對應工件坐標系的X'和Z'坐標軸,以其Z'坐標為分界線,將輪廓分為正負兩種輪廓,編程輪廓在X'正方向的稱為正輪廓,編程輪廓在X負方向的稱為負輪廓;
3)如果編程中使用的公式曲線是正輪廓,則在計算工件坐標系下的X坐標值(#11)時宏變數#1的前面應冠以正號,反之為負。
如圖1所示,在X向下為正的前置刀架數控車床編程工件坐標系下,編程中使用的是零件的下側輪廓,其中的公式曲線為負輪廓,所以在計算工件坐標系下的X坐標值#11時宏變數#1的前面應冠以負號。
如圖2所示,在X向下為正的前置刀架數控車床編程工件坐標系下,編程中使用的是零件的下側輪廓,其中的公式曲線為負輪廓,所以在計算工件坐標系下的X坐標值#11時宏變數#1的前面應冠以負號。
如圖3所示,在X向下為正的前置刀架數控車床編程工件坐標系下,編程中使用的是零件的上側輪廓,其中的公式曲線為負輪廓,所以在計算工件坐標系下的X坐標值#11時宏變數#1的前面應冠以負號。
6、如何套用宏編程模板
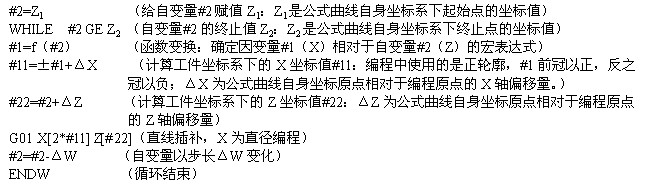
1)設Z坐標為自變數#2,X坐標為因變數#1,自變數步長為ΔW,則公式曲線段的精加工程序宏指令編程模板如下:
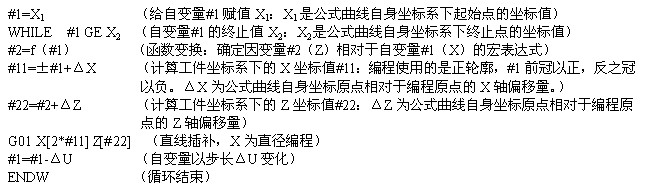
2)設X坐標為自變數#1,Z坐標為因變數#2,自變數步長為ΔU,則公式曲線段的精加工程序宏指令編程模板如下:
二、公式曲線宏程序編程模板的具體應用實例
運用以上公式曲線宏程序模板,結合粗加工循環指令,就可以快速準確實現零件公式曲線輪廓的編程和加工。具體應用示例如下:
例1:如圖1所示零件的外輪廓粗精加參考程序如下(設毛坯為直徑25毫米的棒料):
%0001(程序頭)
T0101(調用01號外圓刀及01號刀具偏置補償)
G90 M03 S700(絕對值編程;主軸以700轉/分正轉)
G00 X33 Z2(快速定位到粗加工循環起點)
G71 U1 R0.5 P10 Q20 X0.6 F100(外徑粗車循環)
N10 G01 X10 F60 S1000(精加工起始程序段)
Z-10
X24
Z-22(公式曲線起點)
#2=8(設Z為自變數#2,給自變數#2賦值8:Z1=8)
WHILE #2 GE [-8](自變數#2的終止值-8:Z2=-8)

#11=-#1+15(工件坐標系下的X坐標值#11:編程使用的是負輪廓,#1前冠以負;ΔX=15)
#22=#2-30(工件坐標系下的Z坐標值#22:ΔZ=-30)
G01 X[2*#11] Z[#22](直線插補,X為直徑編程)
#2=#2-0.5(自變數以步長0.5變化)
ENDW(循環結束)
N20 G01 Z-50(精加工終止程序段)
G00 X100 Z80(快速定位到退刀點)
M30(程序結束)
例2:如圖2所示零件的外輪廓粗精加參考程序如下(設毛坯為直徑33毫米的棒料):
%0002(程序頭)
T0101(調用01號外圓刀及01號刀具偏置補償)
G90 M03 S700(絕對值編程;主軸以700轉/分正轉)
G00 X33 Z2(快速定位到粗加工循環起點)
G71 U1 R0.5 P10 Q20 X0.6 F100(外徑粗車循環)
N10 G01 X10 F60 S1000(精加工起始程序段)
Z-10
X15(公式曲線起點)

#11=-#1+20(工件坐標系下的X坐標值#11:編程使用的是負輪廓,#1前冠以負;ΔX=20)
#22=#2-25.626(工件坐標系下的Z坐標值#22:△Z=-25.626)
G01 X[2*#11] Z[#22](直線插補,X為直徑編程)
#2=#2-0.5(自變數以步長0.5變化)
ENDW(循環結束)
N20 G01 Z-35(精加工終止程序段)
G00 X100 Z80(快速定位到退刀點)
M30(程序結束)
例3:如圖3所示零件的外輪廓粗精加參考程序如下(設毛坯為直徑57毫米的棒料):
%0003(程序頭)
T0101(調用01號外圓刀及01號刀具偏置補償)
G90 M03 S700(絕對值編程;主軸以700轉/分正轉)
G00 X57 Z2(快速定位到粗加工循環起點)
G71 U1 R0.5 P10 Q20 X0.6 F100(外徑粗車循環)
N10 G01 X20 F60 S1000(精加工起始程序段)
Z-13
X24
Z-18(公式曲線起點)
#1=16.171(設X為自變數#1,給自變數#1賦值16.171:X1=16.171)
WHILE #1 GE 7.368(自變數#1的終止值7.368:X2=7.368)
#2=0.005*#1*#1*#1(因變數#2:,用#1、#2代替X、Z)
#11=-#1+28.171(工件坐標系下的X坐標值#11:編程使用的是負輪廓,#1前冠以負;ΔX=28.171)
#22=#2-39.144(工件坐標系下的Z坐標值#22:△Z=-39.144)
G01 X[2*#11] Z[#22](直線插補,X為直徑編程)
#1=#1-0.5(自變數以步長0.5變化)
ENDW(循環結束)
G01 X50 R2
Z-42.144 R2
X56
N20 Z-55((精加工終止程序段)
G00 X100 Z80(快速定位到退刀點)
M30(程序結束)
以上例題都在配置華中世紀星HNC-21TD系統的數控車床上實際運行通過。如果使用配置其它數控系統的數控車床,也只需簡單修改個別語句,公式曲線宏程序編程模板即可使用。在2006年第二屆湖北省“華中數控杯”數控技能大賽中,我校參賽選手採用這個編程模板進行編程加工,每人節約了30分鐘左右的時間。現在將這個編程模板公布出來,希望各地教練和選手能夠和我們聯繫,共同探討並且提出寶貴意見,為我國數控技能人才培養和數控技術發展做出更大的貢獻!