一.一. 行業概述
數控車床又稱為CNC車床,即計算機數字控制車床,是目前國內使用量最大,覆蓋面最廣的一種數控機床。數控車床主要用於加工軸類和迴轉體零件,能自動完成內外圓柱面、圓弧面、端面、螺紋等工序的切削加工,適合於加工形狀複雜、精度要求高的軸類或盤類零件。是集機械、電氣、液壓、氣動、微電子和信息等多項技術為一體的機電一體化產品。
在現代機床生產中,一般採用多電機拖動,主軸和各進給系統分別由各自的電機來拖動。由於機床加工範圍較廣,不同的工件,不同的工序,使用不同的刀具,要求機床執行部件具有不同的運動速度,因此機床的主運動應能進行調速,主軸調速系統一般採用交流主軸系統,隨著變頻調速技術的發展,數控機床的主軸的交流拖動,能夠很好滿足需要。
二. 工藝特點
1.控制系統反應速度快,高柔性,機床主軸能夠快速正反轉及加減速切換運行;
2.切削精度保證±0.2%,穩定度高;
3.加工複雜、不規則形狀零件時要求合格率高達98%以上;
4.可實現高效率的切割和較高的加工精度;實現低速和高速情況下強勁的力矩輸出。
三.系統配置
數控機床主要由主機、數控裝置、驅動裝置組成。
主機:數控車床的主體,包括機床身、立柱、主軸、進給機構等機械部件。
數控裝置:數控車床的核心,包括硬體(印刷電路板、顯示器、鍵盒、紙帶閱讀機等)以及相應的軟體。
驅動裝置:數控車床執行機構的驅動部件,包括主軸驅動單元、進給單元、主軸電機及進給電機等。
變頻器主要用在主傳動系統上,控制主軸電機按照數控主機系統給定的速度運行,輸出足夠的力矩,保證切削精度和穩定度。
四.系統方案選型
變頻器的選型和容量的計箅
變頻器的選型要根據交流電機的容量和具體的工作電流進行選擇 ,數控機床要求剎車時間短,低頻力矩大,選用三晶公司生產的SAJ8000B變頻器,該變頻器採用先進的無速度感測器矢量控制,低頻力矩大,運行穩定,加制動電阻后,加速時間和剎車時間可以達到0.1s.正常運行,頻繁啟停不會跳過流故障。
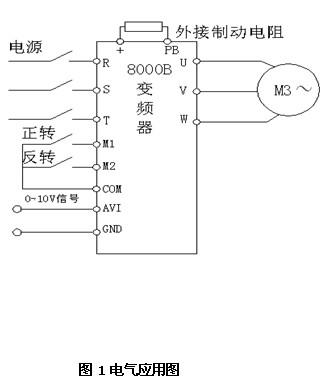
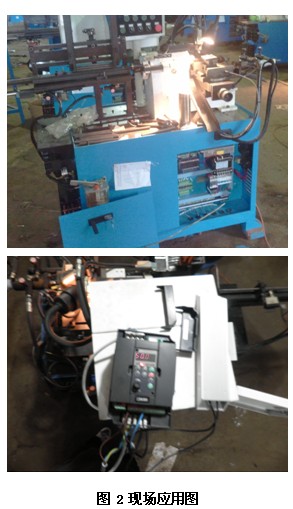
五.SAJ三晶變頻器8000B方 案電氣圖&現場應用
六.SAJ三晶變頻器8000B參數設定
根據數控車床所需要的功能,進行以下參數設定:
功能碼
功能說明
設定值
功能備註
F0.00
控制模式選擇
0
矢量控制
F0.01
啟停信號選擇
1
端子啟停
F0.03
主頻率源選擇
1
多段速
F0.10
最大輸出頻率
60
HZ
F0.12
上限頻率設定
60
HZ
F0.14
下限頻率設定
0
HZ
F0.15
下限頻率作用
1
根據實際需要設定
F0.18
加速時間
0.1
依機型設定
F0.19
減速時間
0.1
F1.00
啟動運行方式選擇
1
F1.06
停機制動開始頻率
根據實際需要設定
F1.07
停機直流制動等待時間
F1.08
停機直流制動電流
F1.09
停機直流制動時間
F2.01
電機額定功率
保留
根據變頻器自學習設定或者電機銘牌設定
F2.02
電機額定頻率
保留
F2.03
電機額定轉速
保留
F2.04
電機額定電壓
保留
F2.05
電機額定電流
保留
F2.11
電機參數辨識
1
完整調諧
F4.17
AVR功能選擇
2
在減速時無效
F5.00
MI1端子功能選擇
1
正轉運行(FWD)
F5.01
MI2端子功能選擇
2
反轉運行(REV)
F5.13
VI下限值
根據實際需要設定
F5.14
VI下限對應設定
F5.15
VI上限值
F5.16
VI上限對應設定
F5.17
VI輸入濾波時間
FA.01
電機過載保護電流
根據實際要求設定
FA.04
過壓失速保護
FA.05
過壓失速保護電壓
FA.06
自動限流水平
七.SAJ三晶變頻器8000B方案特點
SAJ三晶變頻器8000B在數控車床上的應用具有以下特點:
1.低頻力矩大平穩輸出150%的轉矩。
2.加減速相應快,且過程中不失速。
3.轉矩響應要快,穩速精度高。
4.剎車精度准,停車效果好。
現場調試實例
地點:寧波 設備:數控液壓車床
電機功率:2.2KW 變頻器型號:SAJ8000B2.2KW、日業CM5062.2Kw
控制方式:矢量 加減速時間:0.1秒
運行數據對比:8000B每分鐘生產工件22個,運行平穩。
CM506每分鐘生產工件18個,偶有過流現像。
