機床PLC數據採集及條碼識別列印網路集成工程,客戶有3000餘套機床,機床的自動控制主要通過PLC實現,每台機床的控制分別由單個的PLC控制。PLC使用產品有KOYO公司的SN32DRB、SM16/24,B&R公司的PLC,SIEMENS公司的S7-300(PROFIBUS)等。主要為KOYO公司的SN32DRB、SM16/24。SN32DRB、SM16/24都有RSC232和RS485介面,RS232介面接文本顯示器MD-02L。公司已布好有管理乙太網網路。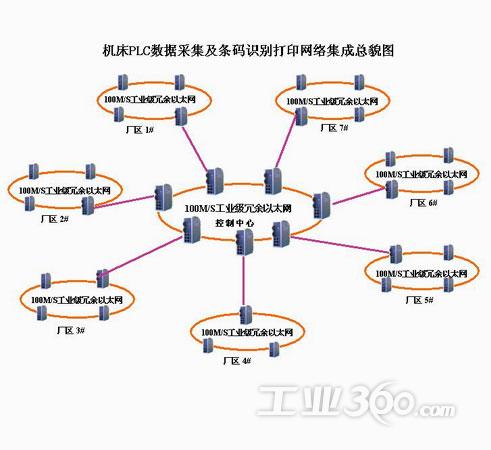
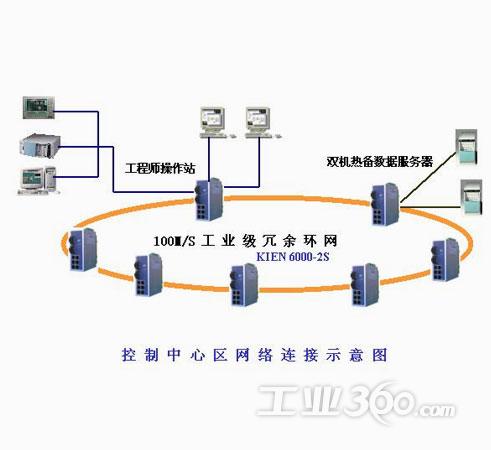
機床PLC數據採集及條碼識別列印網路作為多種業務的傳輸與交換平台,承擔著數據採集、自動控制及其它數據業務信號的匯接和傳輸任務。從拓撲結構上,整個網路是環型結構互連的準星型網路結構,如圖所示。其中,控制中心是由七台KIEN6000-2S組成的冗餘環網,作為網路的核心層;分別採用單模光纜與七個廠區各骨幹節點相連接;使用雙光纖備份鏈路,每個廠區都有一個KIEN 6000-2S和16個KIEN 1000?8TX組成的100M/S冗餘工業環網,使用雙絞線連接成環。
綜上所述,我們選用東土電信公司的兩層交換工業乙太網交換機KIEN6000-2S和KIEN 1000-8TX,組成環型網路與星型相結合。
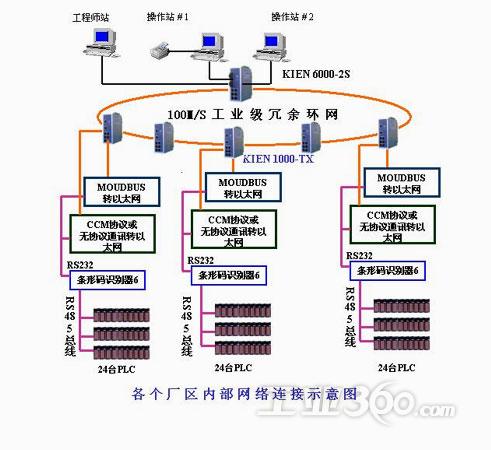
根據光纜的鋪設情況,此種網路結構為星狀網路結構。在每個廠區MOUDBUS轉乙太網模塊、CCM協議或無協議通訊轉乙太網模塊分別接到廠區內的工業冗餘環網上,相關的控制計算機、控制器等分別連接到冗餘環網上。工廠內部的冗餘環網是由KIEN6000-2S和KIEN 1000-8TX連接組成,使用KIEN6000-2S的1#、2# RJ45口與KIEN 1000-8TX的4#、8#口連接成一個雙絞線冗餘環網,切換時間為300MS,然後通過KIEN6000-2S的兩個光口以冗餘的方式與控制中心的一台KIEN 6000-2S相連,控制中心採用七台KIEN 6000-2S形成的冗餘環網,他們之間也是用雙絞線連接成環,使用KIEN 6000-2S的1#、2#口即可。每個KIEN6000-2S的兩對光纖口分別用來連接七個廠區環網,在局端監控中心到每個監控點之間單根纖斷裂時,可自動切換到備用通道實現業務的不間斷傳輸。雙電源的冗餘備份、光口/電口自動故障保報警都顯示了在工業場合上其他交換機所不能達到的強大網路優勢。使用強大網路管理功能對整個網路系統進行管理。