一、注意事項
步距規是精密量具,因此須避免其異常受力,如用手抓量塊提拉步距規;使用物件敲擊步距規量塊;讓量塊異常受力;使步距規從高處掉落;強大外力彎曲步距規基體等等。
安一步距規工作量塊有陶瓷與鋼製兩種,使用鋼製量塊時因注意防鏽。另外工作量塊之間的鋼製墊塊部分也需要防鏽,在惡劣環境下使用步距規,基體部分也應有防鏽措施。
二、使用前的準備
1、將步距規從包裝箱里取出,(留意上述注意事項)使用潔凈脫脂棉蘸航空汽油(120#)清潔步距規量塊工作面及基座表面(不可使用溶解性清潔劑)。
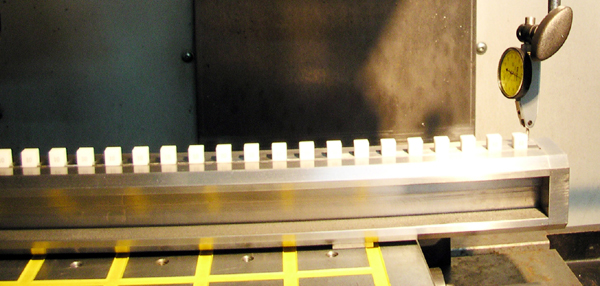
2、使用步距規檢測X軸或Y軸定位精度時,應調整步距規基體與被檢導軌方向平行(斜度100:0.01);使用步距規檢測Z軸精度時,應將步距規基體零位端面朝下豎立放置步距規於支撐檯面上,如果支撐檯面與Z軸垂直度太差,應設法將其校正。固定步距規時需注意,如果進行夾持應將夾持點選擇在步距規艾利點(Airy points)支撐位置,避免將步距規夾持彎曲變形。
3、固定一測微表於被檢設備合適位置上。該測微表可以是槓桿千分表或者旁向式測微頭,應依據檢測的期望精度來具體選擇,但是重複性要求儘可能好。坐標測量機、高度儀等使用本身測頭,不需另外使用測微表。當使用磁力表座等支架固定測微表時,應保證磁力表座的剛性和穩定性。
1) 加工中心及其它類似機床應將測微表固定於主軸頭架上。
2) 檢測車床時,測微表應固定在刀架位置。
3) 其餘依次類推。
4、等溫
校調好步距規和測微表位置后,應進行等溫。等溫時間依據步距規與被檢設備的不同溫差以及環境溫度控制情況需求不一,應具體情況具體分析。要求的檢測精度越高,等溫時間應該越長。一般情況下,4-8小時基本可以,如要進行高精密檢測應等溫12-24小時以上。如果步距規與被檢設備的溫差本身不大,則等溫時間不需太長。
5、設備預熱
經過等溫后,正式檢測前應該讓被檢設備充分預運行,此時設備的溫度、精度等參數更準確反映設備的真實工作狀態,而步距規也更接近被檢/被加工工件狀態。
三、進行檢測
1、將被檢設備導軌移動回零位處,此時測微表測頭應與步距規零位工作面中心接觸並預壓,將被檢導軌計數器(即被檢導軌自身的讀數值)和測微表讀數置零。
2、沿著與被檢導軌垂直的方向移動測頭直至出量塊工作面外。
3、沿著與被檢導軌平行的方向移動測微表到下一個受檢點前。
4、反方向重複步驟2,位移量應當相等(即移動測微表測頭至當前步距規工作面中心點)。
5、微調被檢設備。此時有兩種方法可選,一是微調被檢設備至導軌顯示數值為標稱值,此時導軌與步距規比較的差值從測微表讀出;二是微調至測微表讀數為零,此時導軌與步距規比較的差值由導軌計數器讀出。建議當測微表的重複性、分辨力以及精度比被檢設備高時選用方法一,這樣可以得到更精確的測量結果。同一次測量只能用同一種方法,不應混用。
檢測部分有一點需要特別指出,步距規有同向和異向工作面,一般情況下使用與導軌移動方向同向的工作面,如果一個方向上的測量同向與異向工作面都使用的話,導軌的換向誤差以及測微表的換向誤差將會引入測量結果裡面,除非該部分誤差很小或者原本目的就需要測量該部分誤差。
四、數據處理
檢測得到的數據加上步距規相應點的誤差即是導軌在該點處的誤差,處理數據時應注意符號的正負。對於高精密測量來說,熱膨脹係數、溫度偏離標準溫度、步距規本身的誤差等等都應在數據處理時予以考慮。限於篇幅,此處不做詳細討論。
數據處理完畢,即可依據所得的結果對被檢導軌定位精度進行修正。