近年來,直接驅動技術在國際上發展很快,因其傳動系剛性好,無傳動間隙、無磨損和可用性高等諸多優點,在高速加工中心和工業母機等領域的應用越來越廣泛。直接驅動技術有旋轉運動和直接運動兩種基本方式。直接驅動旋轉軸(A、B、C軸)的伺服電機稱為直接驅動旋轉(DDR)電機,通常要求低轉速、大扭矩、轉角高解析度。直接驅動數控系統直線軸(X、Y、Z軸)的伺服電機稱為直接驅動直線(DDL)電機,直線電機主要由以下幾部分組成:線圈總成(通常是動子)、永磁體總成(通常是靜子)和直線編碼器以及直線導軌、軸承等框架設計的機械結構等。
西門子公司自動化與驅動集團在這個過程中,一直致力於將先進的控制技術應用於國內創新的機床設計上,拓展機床設計的思路,提高機床的性能,為此向中國的機床市場提供了全系列的數控系統和驅動產品,其中包括直線電機、力矩電機和內裝主軸/電主軸等直接驅動產品。
2005年公司著手開發新一代數控成型磨齒機YK7340,鑒於以往的中小規格成型磨齒機的頭架傳動部分一般採用普通伺服電機,傳動鏈結構複雜,並需配置專門的消隙機構,成本較高,傳動精度卻仍難以保證。我公司通過廣泛調研,最終決定選用西門子力矩電機直接驅動頭架,嘗試在成型磨齒機的頭架驅動設計方面探索出一條新路。
相關理論
目前,力矩電機在成型磨齒機開發中的應用在國內尚屬空白,無相關的技術資料和經驗可供借鑒和參考。力矩電機的構造和原理比較特殊,因此在考慮電機防護等級,熱敏保護及循環冷卻等問題的同時,尤其需要通過反覆的研究和實驗對電機的選型、控制方法及驅動參數的配置等相關的控制技術加以驗證和優化。
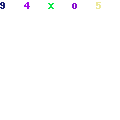
圖1 電機的控制原理框圖
1.電機的控制原理
電機的控制原理框圖如圖1所示。電流環是為伺服電機提供轉矩的電路。一般情況下它與電動機的匹配調節已由製造者作好了或者指定了相應的匹配參數,其反饋信號也在伺服系統內聯接完成,因此不需接線與調整。速度環是控制電動機轉速亦即坐標軸運行速度的電路。速度調節器是比例積分(PI)調節器,其P、I調整值完全取決於所驅動坐標軸的負載大小和機械傳動系統(導軌、傳動機構)的傳動剛度與傳動間隙等機械特性。位置環是控制坐標軸按指令位置精確定位的控制環節。位置環將最終影響坐標軸的位置精度及工作精度。這其中有兩方面的因素:一是位置測量元件的精度與CNC系統脈衝當量的匹配問題。測量元件單位移動距離發出的脈衝數目經過外部倍頻電路和/或CNC內部倍頻係數的倍頻后要與數控系統規定的解析度相符;二是位置環增益係數Kv值的正確設定與調節。在速度環最佳化調節后Kv值的設定則成為反映機床性能好壞、影響最終精度的重要因素。Kv值是機床運動坐標自身性能優劣的直接表現而並非可以任意放大。關於Kv值的設置要注意兩個問題,首先要滿公式Kv=v/Δ,式中v為坐標運行速度(m/min),Δ為跟蹤誤差(mm)。
位置反饋一種是半閉環控制,即位置測量元件不在坐標軸最終運動部件上,也就是說還有部分傳動環節在位置閉環控制之外,這種情況要求環外傳動部分應有相當的傳動剛度和傳動精度,加入反向間隙補償和螺距誤差補償之後,可以得到很高的位置控制精度;第二種是全閉環控制,即位置測量元件安裝在坐標軸的最終運動部件上,理論上這種控制的位置精度情況最好,但是它對整個機械傳動系統的要求更高而不是低,如若不然,則會嚴重影響兩坐標的動態精度,而使得機床只能在降低速度環和位置精度的情況下工作。
前饋控制與反饋相反,它是將指令值取出部分預加到後面的調節電路,其主要作用是減小跟蹤誤差以提高動態響應特性從而提高位置控制精度。
2.SIEMENS DOConCD
SIMODRIVE Linear Motors 1FN1 and 1FN3(PJLM)(選型/安裝/參數)
SINUMERIK 840D Installation and Start-Up Guide(IAD)(調試)
Build-in torque motor 1FW6 planning guide (2003.5)
整體控制方案
YK7340數控成型磨齒機最終選擇了西門840Dpower line,611digital drive驅動力矩電機1FW6090,需滿足:Fmax應用 < Fmax電機;F有效應用
低轉速、大轉矩:由於直接驅動沒有中間機械傳動環節(齒輪箱、絲杠/螺母、齒輪/齒條、齒輪/齒形帶、皮帶/皮帶輪、聯軸器)的降低轉速/放大轉矩的作用,要求直接驅動電機低轉速/大轉矩,故又稱直接驅動電機為力矩電機。
免維護:由於直接驅動沒有中間機械傳動環節(齒輪箱、絲杠-螺母、齒輪-齒條、齒輪-齒形帶、皮帶-皮帶輪、聯軸器等),無需對中間傳動環節進行機械維護。只有直接驅動直流無刷電機一個驅動部件,由於直流無刷電機沒有電刷也不需要維護。
零間隙、高剛度(低柔性):由於直接驅動沒有中間機械傳動環節,不存在中間機械傳動環節的傳動間隙(齒輪間隙、絲杠/螺母間隙),沒有中間機械傳動環節存在的柔性的問題。
極好的伺服性能:由於直接驅動具有零間隙、高剛度、伺服環(速度環、位置環)可有較高的閉環帶寬。高帶寬使系統有極快的響應速度和抗負載擾動的能力。
具有較大的加/減速負載的能力:電機的加速能力全部用來加速負載,無需加速中間機械傳動環節。
極好的低速和高速性能:直接驅動直線電機可以獲得低於1μm/s的低速和獲得5m/s以上的高速。
極高的精度:由於沒有中間機械傳動環節的傳動誤差,直接驅動可以獲得極高的位置精度。定位精度(絕對位置精度)取決於反饋裝置的精度,重複定位精度取決於系統的解析度。
緊湊、堅實的外形:無框架直接驅動電機是機器的一部分,使機器的外形更加美觀。
靜音運行:運行時沒有中間機械傳動環節的運行雜訊。
力矩電機1FW6090為液體冷卻,多級永磁交流同步電機,帶空心轉子。
1.直接驅動參數的配置及優化
(1)配置驅動:選擇驅動類型SLM,根據訂貨號選擇功率模塊。
(2)修改軸數據:如MD30130、MD30240驅動生效,速度等。
(3)選擇電機:根據訂貨號選擇電機,比較早HMI沒有力矩電機的訂貨號,必須手動輸入電機參數。
(4)選擇測量系統:選擇測量系統(根據實際使用光柵尺選擇),選擇轉子位置識別方式,必須進行轉子位置識別,確定速度實際值是否取反,輸入光柵尺的柵距。
(5)電機溫度監控:如果沒有選擇SMExx模塊,可設置MD1608=80(任意值)取消電機溫度監控,在硬體連接中將力矩電機中PTC溫度檢測通過中間繼電器(3RN1013-1GW10)轉化為開關量信號輸入到PLC中通過程序控制以防止電機溫度過高。如果有SMExx模塊,溫度監控可直接進入驅動內部通過系統自動控制。
(6)為了調試安全,暫時限制電機電流,如將MD1105設為20%。
(7)MD1075:電機+增量光柵:基於感應的位置識別算髮,MD1075=1;電機+增量光柵:基於運動的位置識別演算法,MD1075=3;存驅動啟動文件,NCK複位,然後根據使用的測量系統調試。
(8)設置MD1017=1啟動測試,在手動模式下移動軸使其通過零點,轉子位置差別會自動存放到MD1016。此時會出現報警300799,保存參數並NCK複位。
(9)檢查軸運動方向,不對改MD32100。
(10)回參考點。
(11)設置軟限位。
(12)優化驅動。
電流環的優化:如果是西門子的驅動加電機,通常不需要優化;如果是西門子驅動帶第三方電機,可能要優化。測試手段:頻率響應;相關參數:1000電流控制器循環、1120電流控制器比例增益、1121電流控制器積分時間。在幅頻曲線中,曲線盡量靠近0dB,且頻率越高越好(注意:請不要對垂直軸作此項測試)。電流環頻率響應如圖2所示。
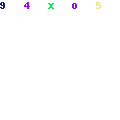
圖2 電流環頻率響應曲線圖
速度環的優化:優化速度環就是為了得到最大的Kp(速度環增益)和最小的Tn(速度環積分時間),但在增加Kp和減小Tn時會引起機床共振,因此就需增加電流濾波器來鎮壓機床共振。優化速度環必須將速度環的濾波器關閉,即1500=0。
系統在選定電機后,就會默認添加一個低通濾波器。所以我們在添加濾波器時應該從濾波器2開始,一般為帶阻濾波器,並儘可能少的使用濾波器數量。
調整Kp。將Tn加大到150ms,關閉積分時間。增加Kp值使電機嘯叫后適當減小Kp,進行「參考頻率響應」測試,找到極點加入電流環濾波器1200,使幅頻特性波形低於0dB,反覆調整測試直到接近或大於Kp≈1200Xmotorinertia=1200XMD1117。如果速度環循環時間是125μs,Kp≈2000Xmotor inertia=2000XMD1117。如果速度環循環時間是62.5μs,為了系統的安全性將最大可能達到的值減小10%。
速度設定點階躍響應:用於檢查速度環增益(MD1407),採用階越改變信號測試,記錄Tn值且將其設為0(注意:請不要對垂直軸作此項測試)。調整Tn。減小Tn到20~2ms範圍內,進行「參考頻率響應」測試,使幅頻特性波形低於3dB,反覆調整測試直到最小。
速度干擾階躍響應:用於檢查速度環積分時間(MD1409)。
速度環的最佳調節應該在位置環開環條件下;測量元件的安裝問題影響位置環的精度,千萬不可輕視。
速度環頻率響應如圖3所示。機械頻率響應(具有雙測量迴路):確定機械固有頻率。
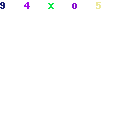
圖3 速度環頻率響應曲線圖
位置環的優化:MD32200、MD32431最大值取決於機械的自然頻率。MD32200使用位置環頻響特性測試找到極點加入速度環濾波器1500,增加Kv值且保證在整個頻率範圍內小於0dB。
對於插補軸必須設定相同的Kv值,即依照最差軸為準。前饋的加入必須是在上述三個控制環均最佳調試完畢後方可進行;各聯動坐標軸的Kv值必須相同,以保證合成運動時的精度。
位置環頻率響應如圖4所示:位置環設定點階越、位置環干擾階躍。
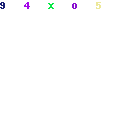
圖4 位置環頻率響應曲線圖
伺服跟蹤:(相關參數)32431路徑運行的最大軸突變,32810向前進給控制的等效時間恆定速度控制迴路。
用下面的程序經過測試后如圖5所示:
FFWON
SOFT
START:
G01 C10 F10000
G04 F0.5
$AA_SCTRACE[C]=1;Trigger for Servo-Trace
G01 C60
G04 F0.5
GOTOB START
M30
圓測試:在磨削過程中用圓測試檢查了C/Z的插補。
通過以上各種調試手段的運用,機床達到要求精度。
圖5 伺服跟蹤曲線圖
西門子直接控制技術在數控成型磨齒機上的應用,取消了傳統的齒輪傳動機構,簡化了設計。雖然電機採購成本有所增加,但由於取消了機械機構上許多造價昂貴的部件,機床在加工規格加大的情況下,整體成本反而大幅降低,機床精度穩定在四級,從而大大提升了產品的市場競爭力。首台樣機成為北京國際機床展覽會的一大亮點,受到業內人士的廣泛關注和好評。為直接驅動技術在以後新產品發的使用奠定了堅實的理論和實踐基礎。