1 引言
鼓風爐備料PLC控制系統主要完成備料倉的給料,稱量,運輸,直至將物料加入鼓風爐內這一過程的自動控制。而鼓風爐爐料主要由燒結塊、焦炭組成,在加入鼓風爐內前,根椐工藝要求燒結塊與焦炭要進行配比且要求嚴格,因此漏斗稱的稱量精度、準確性、穩定性直接影響鼓風爐爐況,並最終影響鉛鋅的產量。
2 系統構成原理
2.1 系統硬體
PLC系統以美國MOIDCON PC-E984-785為主機,設有本地站、遠程站各一個,其中配置的PLC智能模塊B875-111接收來自智能變送器(型號DBZ-2)的標準信號(4-20MA)並進行處理。
漏斗稱稱量系統採用了浙江餘姚太平洋自控工程公司的產品:採用了CZL-YB-3A型電阻應變式稱重感測器作為一次元件,DBZ-2智能變送器作為二次元件,BJH-1補償接線盒連接信號。CZL-YB-3A型電阻應變式稱重感測器的技術參數:精度等:0.05;靈敏度:2~3mv/v;輸入阻抗:380Ω;輸出阻抗:350Ω。DBZ-2智能變送器將稱重感測器的信號轉換成標準信號。技術參數:轉換精度0.3% F.S;轉換速度:4~6次/秒;輸入信號範圍:1~30mv;滿量程可調範圍:5~30mv;調零範圍:1~30mv。
2.2 漏斗稱稱體結構及工作原理
漏斗稱稱體懸挂設計,採用3感測器應力誤差補償全並聯接法。綜合誤差為=Δ/n1/2=2Δ/3=0.67Δ(Δ:單感測器綜合誤差;n:感測器的個數)。裝在漏斗稱的3個稱重感測器產生的MV信號,經BJH-1補償接線盒把三個mv信號以並聯的方式合併起來。後傳至DBZ-2智能重量變送器中,該變送器將mv信號轉換成數字信號顯示物料的重,同時產生標準的電流信號(4-20mA)輸出,PLC系統的B875模塊接受標準電流信號(4-20mA),最終由PLC程序控制整個加料過程。其示意圖如圖1所示。

圖1 備料漏斗秤線路圖
3 軟體原理設計
3.1 加料稱量原理
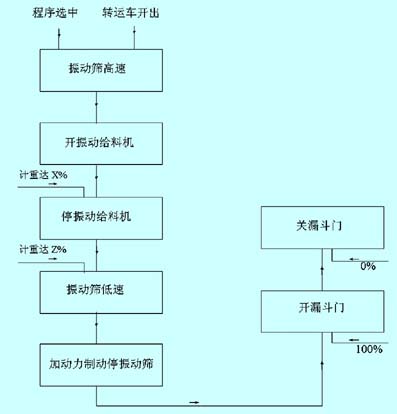
圖2 燒結塊排料工藝流程圖
參見圖2,以加料稱量過程以燒結塊為典型案例介紹。
加料信號啟動→振動篩高速→開振動給料機→停振動給料機→振動篩低速→加動力制動振動篩→開漏斗門→關漏斗門。每完成一個以上過程上位機顯示稱量值並對數值加以累計。
3.2 自適應和自動跟蹤策略控制精度
PLC程序根據上次加料的多少對本次加料進行自補,自校,並將加料過程在CRT上顯示。
(1)自補正功能。按多退少補的稱量補償原則,動態補償控制稱量,消除各種原因造成的稱量誤差。補償公式為:
a入罐量=滿值-空值;
b本次誤差=本次設定值-入罐量;
c下次設定值=料單設定值-本次誤差。
每次稱量過程中,根據實際入罐量不斷調整設定值使累計稱量誤差控制在很小的範圍內,隨著系統穩定性和稱量精度的提高,將逐漸趨於零。
(2)自校正功能。稱量時下料裝置高速下料,當達到X值(70%)時,停排料輥,當達到Y值時(Z-λ)關閉密封門,振動篩低速,延時停振動篩,使其達到Z值(100%)此時振動篩上應無積料。
提前量(λ)計算,當誤差α=設定值-入罐量,連續三次大於或小於允許值時,進行提前量校正,校正公式:
a-α=(α1+α2+α3)/3;
bλ=λ0±α;
其中:λ0:校正前的提前量;λ:校正後的提前量系統投運前,根據經驗預設提前量(初始化)提前量為下料裝置上的積料量。
3.3 系統功能設計
(1)CRT顯示功能。
在監控CRT上顯示各台秤的操作參數,如圖3所示。

圖3 監控CRT顯示界面
設定值:根椐工藝要求可以通過鍵盤修改加入鼓風爐的各種物料的數量
測量值:瞬時值
次數:每班加料批次累計
累計值:每班各種物料的累計值
工作狀態:欠料報警、空值過大報警、漏斗門未關好報警、積料報警均可在顯示屏顯示(故障時報警欄均為紅色)
(2)故障處理功能。
l 欠料:稱量過程中由於卡料或給料裝置故障等原因,導致在規定的時間內不能完成稱量,影響整個配料周期。處理的方法就是程序設置稱量周期時間判斷,超時則作欠料報警處理;
l 積料:漏斗秤在排料時,因各種原因排不幹凈料。其處理辦法為將控制設定在允許範圍內,並做排料定時判斷,排料超時即報警;
l 空值過大:感測器,變送器故障引起信號異常。其處理辦法為稱量啟動時,作空值判斷,若異常時則報警,同時停下料裝置;
l 漏斗門未關好:由於設備機械故障導致漏斗門關不到位。處理辦法為稱量啟動時,則作漏斗門開關檢查,若未關好,則報警,同時停下料裝置。
4 結束語
備料漏斗秤雖然機械結構不算複雜,但其計量和控制的精度卻是直接關係到熔煉鼓風爐工藝的控制,只有做好日常維護工作,熟練掌握整個系統的工藝流程,要求和技術,才能確保系統的正常工作。另外在日常的維護工作中,系統中的某些參數對判斷故障原因也能起到很好的作用,需要備份以供參考,比如在某次大修過程中,3號秤在進行砝碼標定后,變送器標定係數總是遠遠大於其他秤,在更換了接線盒和變送器后仍然如此,由此便推定找出了始作俑者-感測器。還有皮重的參數在出現稱量不準時也是一個很好的參考數據。