零件圖除了圖形、尺寸這外,還必須有製造零件應達到的一些質量要求,一般稱為技術要求。技術要求的內容通常有:表面粗糙度、尺寸公差、形狀和位置公差、材料及其熱處理 、表面處理等。下面先介紹表面粗糙度及其注法。
一、 表面粗糙度的概念
無論採用哪種加工方法所獲得的零件表面,都不是絕對平整和光滑的,放在顯微鏡(或放大鏡)下觀察,都不得可以看到微觀的峰谷不平痕迹,如圖1所示。表面上這種微觀不平滑 情況, 一般是受刀具與零件間的運動、摩擦,機床的振動及零件的塑性變形等各種因素的影響而形成的。表面上所具有的這種較小間距和峰谷所組成的微觀幾何形狀特徵,稱為表 面粗糙度。
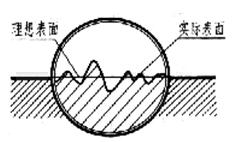
圖1 表面粗糙度概念
表面粗糙度是評定零件表面質量的一項技術指標,它對零件的配合性質、耐磨性、抗腐象徵性、接觸剛度、抗疲勞強度、密封性質和外觀等都不得有影響。因此,圖樣上要根據零 件的功能要求,對零件的表面粗糙度做出相應的規定。評定表面粗糙度的主要參數是輪廓算術平均偏差Ra,它是指在取樣長度L範圍內,補測輪廓線上各點至基準線的距離yi(如圖2)的算術平均值,它是指在取樣長度L範圍內,被測輪 廓線上各點至基準線的距離yi(如圖12)的算術平均值,可用下表示:-----------或近似表示為:----------- 輪廓算術平均偏差可用電動輪廓儀測量,運算過程由儀器自動完成。根據GB/T1031—1995F規定(另外還有GB/T3525——2000以可同時查閱),Ra數值愈小,零件表面愈趨平整光滑 ;Ra的數值,零件表面愈粗糙。
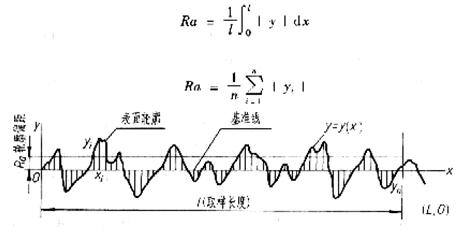
圖2 輪廓算術平均編差
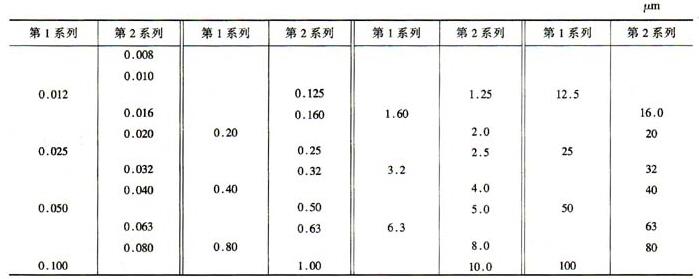
圖3 輪廓算術平均編差值
二、 表面粗糙度的選用
表面粗糙度參數值的選用,應該既要滿足零件表面的功能要求,又要考慮經濟合理性。具體選用時,可參照已有的類似零件圖,用類比法確定。在滿足零件功能要求前提下,應盡量選用較大的表面粗糙度參數值,以降低加工成本。一般地說,零件的工作表面、配合表面、密封表面、運動速度高和單位壓力大的摩擦表面等 ,對錶面平整光滑程度要求高,參數值應取小些。非工作表面、非配合表面、尺寸精度低的表面,參數值應參數Ra值與加工方法的關係及其應用實例,可供選用時參考。
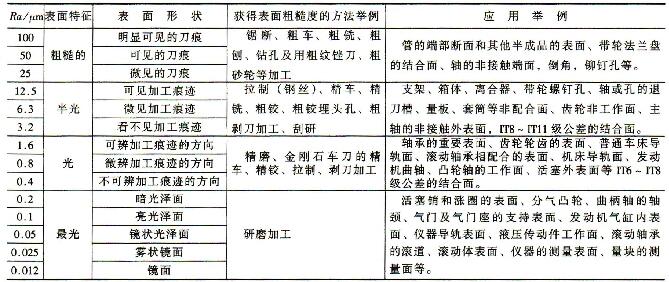
圖4 表面粗糙度獲得方法
三、 表面粗糙度的注法(GB—T131——1993)
(一) 表面粗糙度代(符)號
表面粗糙度代號由表面粗糙度符號和在其周圍標註的表面粗糙度數值及有關規定符號所組成。
(1)表面粗糙度符號及其畫法,如圖5所示。表面粗糙度符號的尺寸大小,按圖6規定對應選取。
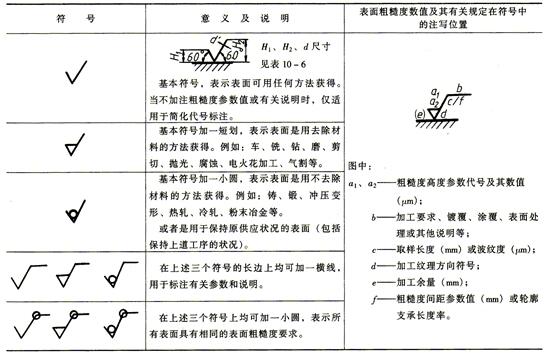
圖5 表面粗糙度符號
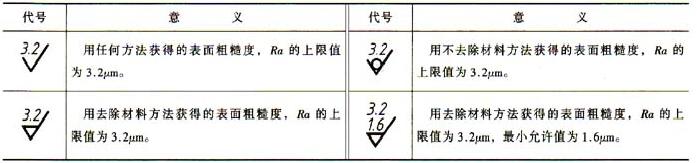
圖6 表面粗糙度符號畫法
(2) 糙度數值及其有關規定在符號中的注寫位置,如圖5所示,標註方法如下: 1)採用表面粗糙度參數值Ra時,省略符號Ra,只將其數值注寫在表面粗糙度符號上方,單位為微米(FM),如圖7。

圖7 表面粗糙度值注法
2)彩表面粗糙度的其他參數,如輪廓最大高度Rz時,需在其參數值前注出相應的符號,單位為微米(FM),見圖8。

圖8 其它表面粗糙度值注法
3)若需要表示取樣長度、指定的加工方法,鍍覆其他表面處理的要求,或控制加工紋理方向時,其注法如圖9。
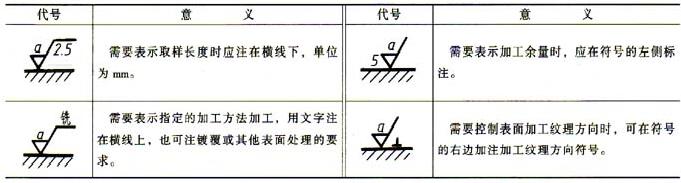
圖9 取樣長度、指定的加工方法、鍍覆或其他表面處理的要求和控制表面加工紋理方向的注法
(二) 表面粗糙度代號在圖樣上的注法,見圖10。
圖10 表面粗糙度在圖樣中的注法