機器測繪就是對現有的機器或部件進行實物測量,繪出全部非標準件零件的草圖,再根據這些草圖繪製出裝配圖和零件圖的過程( 簡稱測繪 )。 它在對現有設備的改造、維修、仿製和先進技術的引進等方面有著重要的意義。因此,測繪是工程技術人員應該具備的基本技能。
測繪的基本要求:首先應了機器的工作原理,熟悉拆裝順序,繪製裝配示意圖、零件草圖、裝配圖及零件圖。
一.測繪的方法與步驟
1. 測繪前的準備工作
(1) 強調測繪過程中的設備、人身安全注意事項。
(2) 領取部件、量具、工具等。
(3) 準備繪圖工具、圖紙並做好測繪場地的清潔衛生。
2. 了解部件
仔細閱讀有關資料,全面分析了解測繪對象的用途、性能、工作原理、結構特點以及裝配關係等。
3. 繪製裝配示意圖,拆卸零件
裝配示意圖是機器或部件拆卸過程中所畫的記錄圖樣,是繪製裝配圖和重新進行裝配的依據。它所表達的內容主要是各零件之間的相互位置、裝配與連接關係以及傳動路線等。
裝配示意圖的畫法沒有嚴格的規定,通常用簡單的線條畫出零件的大致輪廓,有些零件可參考有關資料的機構運動簡圖符號畫出。裝配示意圖是把裝配體看作透明體畫出的,既要畫出外部輪廓,又要畫出內部構造,對各零件的表達一般不受前後層次的限制,其順序可從主要零件著手,依次按裝配順序把其它零件逐個畫出。裝配示意圖一般只畫一兩個視圖,而且兩接觸面之間要留有間隙,以便區分不同零件。
圖1 為齒輪減速器的直觀圖,圖2為齒輪減速器的裝配示意圖。從圖 2可以看出,圖上的軸、鍵、軸承、螺釘等零件均按規定的符號畫出,座體與端蓋等零件沒有規定的符號,則只畫出大致輪廓。
裝配示意圖上應按順序編寫零件序號,並在圖樣的適當位置上按序號注寫出零件的名稱及數量,也可直接將名稱注寫在指引線水平線上。
在拆卸零件時應注意以下幾點
(1)注意拆卸順序,嚴防破壞性拆卸,以免損壞機器零件或影響精度。
(2)拆卸后將零件按類妥善保管,防止混亂和丟失。
(3)要將所有零件進行編號登記並注寫零件名稱,對每一個零件最好掛一個對應標籤。
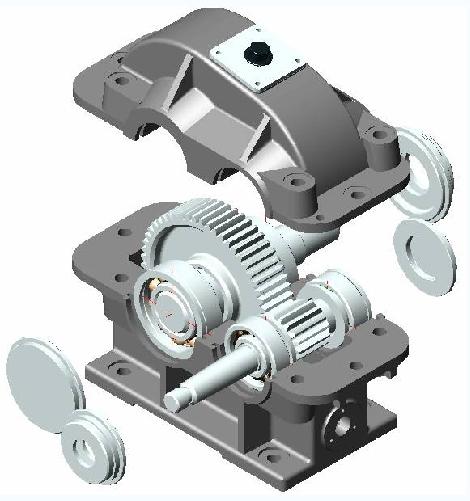
圖1 減速器直觀圖
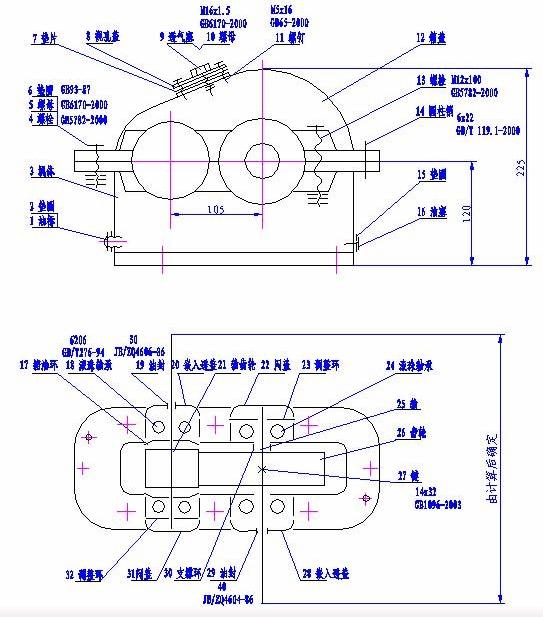
圖2 減速器示意圖
4. 繪製零件草圖
除標準件外,裝配體中的每一個零件都應根據零件的內、外結構特點,選擇合適的表達方案畫出零件草圖。由於測繪工作一般在機器所在現場進行,經常採用目測的方法徒手繪製零件草圖,
畫草圖的步驟與畫零件圖相同,不同之處在於目測零件各部分的比例關係,不用繪圖儀器,徒手畫出各視圖。為了便於徒手繪圖和提高工效,草圖也可畫在方格紙上。
5.量注尺寸
選擇尺寸基準,畫出應標註尺寸的尺寸界線、尺寸線及箭頭。最後測量零件尺寸,將其尺寸數字填入零件草圖中。應特別注意尺寸測量的正確、尺寸標註的完整性及相關零件之間的配合尺寸或關聯尺寸間的協調一致。
標註尺寸時應注意以下問題:
(1) 兩零件的配合尺寸,一般只在一個零件上測量。例如有配合要求的孔與軸的直徑
及相互旋合的內、外螺紋的大徑等。
(2) 對一些重要尺寸,僅靠測量還不行,還需通過計算來校驗,如一對嚙合齒輪的中心距。有的數據不僅需要計算還應取標準上規定的數值,如模數。對於不重要的尺寸可取整數。
(3) 對零件上的標準結構尺寸,如倒角、圓角、鍵槽、退刀槽等結構和螺紋的大徑等尺寸,要查閱相關標準來確定。零件上與標準零件、部件 ( 如擋圈、滾動軸承等) 相配合的軸與孔的尺寸,可通過標準零部件的型號查表確定。
6. 確定並標註有關技術要求
(1) 根據設計要求和各尺寸的作用,注寫尺寸公差。
(2) 標註表面粗糙度時,應首先判別零件的加工面與非加工面,對於加工面應觀察零件各表面的紋理,並根據零件各表面的作用和加工情況及尺寸公差等級要求,標註表面粗糙度。
(3) 形位公差由使用要求決定。
(4) 其它技術要求用符號或文字說明。
7. 繪製裝配圖
(1) 畫裝配圖
根據裝配示意圖和零件草圖繪製裝配圖,這是測繪的主要任務,裝配圖不僅要求表達出機器的工作原理和裝配關係以及主要零件的結構形狀。還要檢查零件草圖上的尺寸是否協調合理。在繪製裝配圖的過程中,若發現零件草圖上的形狀或尺寸有錯,應及時更改,再繼續畫裝配圖。
(2) 填寫技術要求
裝配圖畫好后必須註明該機器或部件的規格、性能及裝配、檢驗、安裝時的尺寸,還必須用文字說明或採用符號標註形式指明機器或部件在裝配調試、安裝使用中必需的技術條件。
(3) 零件編號、明細表和標題欄
按規定要求填寫零件序號和明細表、標題欄的各項內容。
最後應仔細檢查完成的裝配圖。
8. 繪製零件圖
根據裝配圖和零件草圖繪製零件圖,注意每個零件的表達方法要合適,尺寸應正確、完整、合理。在零件圖中,可以採用類比法注寫技術要求,也可參照指導教師的規定標註。最後應按規定要求填寫標題欄的各項內容。
在完成以上測繪任務后,對圖樣進行全面檢查、整理。
三 .常用的測繪量具以及測量零件尺寸的方法
1. 測量零件尺寸時常用的測量工具
測量尺寸常用量具有:鋼板尺、外卡鉗和內卡鉗。測量較精確的尺寸,則用遊標卡尺。
2. 常用的測量方法
(1) 測量長度尺寸的方法
一般可用鋼板尺或遊標卡尺直接測量。
(2) 測量迴轉面直徑尺寸的方法
用內卡鉗測量內徑,外卡鉗測量外徑。測量時,要把內、外卡鉗上下、前後移動,測得最大值為其直徑尺寸,測量值要在鋼板尺上讀出。遇到精確的表面,可用遊標卡尺測量,方法與用內外卡鉗相同。
(3) 測量壁厚尺寸
一般可用鋼板尺直接測量,若不能直接測出,可用外卡鉗與鋼板尺組合,間接測出壁厚。
(4) 測量中心高
利用鋼板尺和內卡鉗可測出孔的中心高,也可用遊標卡尺測量中心高。
(5) 測量孔中心距
可用內卡鉗、外卡鉗或遊標卡尺測量。
(6) 測量圓角
一般可用圓角規測量,每組圓角規有很多片,一半測量外圓角,一半側量內圓角,每一片標著圓角半徑的數值。測量時,只要在圓角規中找到與零件被測部分的形狀完全吻合的一片,就可以從片上得知圓角半徑的大小。
(7) 測量螺紋
測量螺紋需要測出螺紋的直徑和螺距。螺紋的旋向和線數可直接觀察。對於外螺紋,可測量外徑和螺距,對於內螺紋可測量內徑和螺距。測螺距可用螺紋規測量,螺紋規是由一組帶牙的鋼片組成,每片的螺距都標有數值,只要在螺紋規上找到一片與被測螺紋的牙型完全吻合,從該片上就得知被測螺紋的螺距大小。然後把測得的螺距和內、外徑的數值與螺紋標準核對,選取與其相近的標準值。
四 . 直齒圓柱齒輪減速機的測繪
1. 減速機的工作原理及拆卸裝配順序
(1) 減速器的工作原理和主要結構
減速既是通過裝在箱體內的一對嚙合齒輪的轉動,將動力和運動從一軸傳遞至另一軸,以達到減速的目的,如圖1減速器立體圖所示。動力由電動機通過皮帶輪轉送到齒輪軸 32,然後通過兩嚙合齒輪 ( 小齒輪帶動大齒輪 ) 轉送到從動軸 23,從而達到減速的目的。由於傳動比 i = n1/n2 = z2/z1。
減速器有兩條軸系即兩條裝配線,兩軸分別由滾動軸承 18 、29 支撐在箱體上,採用過渡配合,有較好的同軸度,從而保證齒輪的正確嚙合。四個軸承端蓋 17、21、25、30 分別嵌入箱體內,從而確定了軸和軸上零件的軸向定位。裝配時只需選擇不同厚度的調整環 16、24,即 可使軸向間隙達到設計要求。箱體採用剖分式,沿兩軸線平面分為下箱體 1 和上箱體 2,兩者採用螺栓連接和銷釘定位,這樣便於裝拆。加工時將兩箱體合在一起用螺栓固定后,再加工箱體上軸承孔和端蓋孔,以確保其位置和形狀。因此,在上箱體與下箱體左右兩邊的突沿處分別採用兩圓錐銷定位,銷孔鑽成通孔,便於拔銷。下箱體下部為油池,油池內裝有機油,是供齒輪潤滑用的。齒輪和軸承採用飛濺潤滑方式,油麵高度通過油標 12 觀察,一般油麵超過大齒輪的一個齒高。為了防止上箱體、下箱體結合面滲漏油,裝配時在箱體結合面上塗有密封膠。通氣塞 5 是為了排放箱體內熱膨脹氣體。拆去視孔蓋 4 后可觀察齒輪磨損情況或加註潤滑油。油池底面應有斜度,油塞 13 用於清洗放油,其螺孔應低於油池底面,以便放盡油泥。
箱體前後對稱,其上安置兩嚙合齒輪,軸承和端蓋對稱分佈在齒輪的兩側。箱體的左右兩邊各有兩個成鉤狀的加強筋,作起吊運輸用。
(2) 繪製減速器的裝配示意圖
為了便於裝配體被拆開后仍能裝配復原,在拆卸過程中應盡量做好原始記錄,最簡單和常用的方法就是繪製裝配示意圖,如圖2所示。
(3)減速器的拆卸裝配順序
上、下箱體通過六個螺栓連接,拆下六個螺栓,稍錯位擰動螺栓即可將上箱體頂起拿掉。對於兩軸繫上的零件,整個取下該軸系,即可一一拆下各零件。其它各部分拆卸比較簡單,不再敘述。裝配時,一般情況下倒轉過來,后拆的零件先裝,先拆的零件后裝即可完成裝配。
卸零件時注意不要用硬東西亂敲,以防敲壞零件,影響裝配復原。對於不可拆的零件,如過渡配合或過盈配合的零件則不要輕易拆下。對拆下的零件應妥善保管,最好依序同方向放置,以免丟失或給裝配增添困難。
2. 零件草圖的畫法
零件草圖一般是在生產現場目測大小、徒手繪製的,它是畫裝配圖和零件圖的原始資料,必須做到表達方式正確,尺寸完整、合理,並注有必要的技術要求內容。
l) 選擇表達方案
用一組圖形,完整、清晰地表達出零件的內外結構形狀。表達方案的選擇可參考四大典型零件的表達方案,分析所畫零件為哪一類,然後根據其特點,正確選擇所需的表達方法。
2) 尺寸測量和標註
(1) 分析尺寸:首先要選擇尺寸基準,基準應考慮便於加工和測量,畫出所有尺寸界線和尺寸線。分析尺寸時主要從裝配結構著手,對配合尺寸和定位尺寸直接注出,其它尺寸則按定形尺寸和定位尺寸考慮,最後確定總體尺寸。
(2) 集中量注尺寸:對零件各部分尺寸,從基準出發,逐一進行測量和標註。對有配合關係的尺寸,應同時在相關的零件草圖上注出,以保證關聯尺寸的準確性,同時也節省時間。
3. 標準件與常用件的測繪
在機械設備中,標準件與常用件應用非常廣泛,其種類繁多、數量也大。因此,它們的測繪是一項不容忽視的工作。
對標準件,一般不需要畫零件草圖和零件圖,只需正確測量其主要尺寸,然後查找有關標準,確定標準件的類型、規格和標準代號,並將其填入裝配圖明細表中。
對常用件應畫出零件草圖和零件圖,常用件上的標準結構,如齒輪的模數、鍵槽等尺寸,應根據有關參數查表取標準值,在圖上直接注出。
對配套使用的螺紋緊固件,應注意對照其規格和有關尺寸查找標準代號填入裝配圖明細表中。應該說明的是減速機系測繪用教具,結構完全模擬,但體積小,製作粗糙。為便於拆裝,各配合連接處都比較松,考慮到輕鬆防鏽,用料也與實物不符。因此,對於草圖上的表面粗糙度、尺寸公差、形位公差等技術要求的相關內容,應在教師的指導下注出,但在畫裝配圖與零件圖時,需參考有關資料重新修改審定。
4. 畫減速器裝配圖
根據圓柱齒輪減速機的裝配示意圖和零件草圖選擇表達方法,畫裝配圖 (或裝配草圖) 的作圖方法如下:
1) 確定表達方案
根據裝配圖的視圖選擇原則,確定表達方案。
對該減速機其表達方案可考慮為:
主視圖的選擇應符合其工作位置或習慣放置位置,重點表達減速機的外形,同時對螺栓連接、油塞,油標及視孔蓋和透氣塞的連接採用局部剖視的方法表達。這樣不但表達了這幾處的裝配連接關係,同時對下箱體左右兩邊和下邊壁厚進行了表達,而且油麵高度及大齒輪的浸油情況也表達清楚:
俯視圖採用沿結合而剖切的畫法,將內部的裝配關係以及零件之間的相互位置清晰地表達出來,同時也表達出齒輪的嚙合情況、以及軸系的潤滑情況。
2) 確定繪圖比例、圖紙幅面,繪製各視圖
在表達方案確定以後,根據部件的總體尺寸和繪圖比例選定圖紙幅面,建議選用Al圖幅,1:1比例。
畫裝配圖的步驟
(1) 合理布圖,畫出作圖基準線
畫出圖框、標題欄及明細表的底稿線,再畫各視圖的基準線,即軸線、對稱平麵線及其它作圖基準線,然後畫主要零件的部分輪廓線。
(2) 依次畫出裝配線上的各個零件
先畫裝配線上起定位作用的零件,然後按由里向外的順序畫出各個零件。對該減速機,在畫圖時應從俯視圖入手,從俯視圖一對嚙合齒輪畫起 ( 齒輪對稱面與箱體對稱面重合 )。以此為基準,按照各個零件的尺寸前後對稱地畫出各個零件,最後應使前後兩個端蓋正好嵌入箱體上寬度為5 的槽中。如發現某個零件有誤,一定要查找原因,同時還應對零件草圖上的尺寸進行修改,這也是對各零件草圖上尺寸的一次校核。兩軸繫結構畫完后,開始畫箱體,此時應兩個視圖配合起來畫。這樣思路明、概念清、投影准、速度快。
(3) 補畫裝配細節
(4) 畫剖麵線
畫裝配圖時應搞清裝配體上各個結構及零件的裝配關係,繪圖是應注意以下結構問題:
(1) 兩軸繫結構
減速機中的兩直齒圓柱齒輪前後對稱安裝在箱體內,兩軸均由深溝球軸承支承。軸向位置由端蓋確定,而端蓋嵌入箱體上對應槽中。為了避免積累誤差過大,保證裝配要求,兩軸上裝有一個調整環,裝配時選配使其軸向總間隙達到要求 0.10 ±0.02mm。因此,各組測繪的減速器零件不要互相更換,否則會影響裝配復原。
(2) 油封裝置
軸從透蓋孔中伸出,該孔與軸之間留有一定間隙。為了防止油向外滲漏和異物進入箱體內,端蓋內裝有毛氈密封圈,此圈緊緊套在軸上。
(3) 擋圈的作用及尺寸
擋圈用於齒輪的軸向定位,它是空套在軸上的,因此內孔應大於軸徑。齒輪端面 A 必須超出軸肩 B,以確保齒輪與擋圈接觸,從而保證齒輪軸向位置的固定。
(4) 透氣裝置
當減速器工作時,由於一些零件摩擦而發熱,箱體內溫度會升高而引起氣體膨脹,導致箱體內壓力增高。因此,在頂部裝有透氣塞,通過通氣塞的小孔使箱體內的膨脹氣體能夠及時排出,從而避免箱體內的壓力增高。
3) 裝配圖上應標註的尺寸
裝配圖上應標註以下五類尺寸:
(1) 規格性能尺寸
兩軸線中心距、中心高尺寸。
(2) 裝配尺寸
滾動軸承、齒輪與軸的配合尺寸及公差代號,端蓋與箱體孔的配合尺寸及公差代號。
(3)總體尺寸
減速機的總長、總寬 ( 兩軸端距中心分別注出 ) 、總高 ( 通過計算或從圖中量取 )。
(4) 安裝尺寸
下箱體底座上安裝孔的直徑、孔距及底面長寬,軸端直徑、軸頸長及鍵槽尺寸。
4) 檢查、加深
經檢查校對后,擦去多餘的圖線,然後按線型加深。
5) 畫箭頭,填寫尺寸數值、零件編號、標題欄、明細表及技術要求等。
6) 全面檢查,完成全圖。