第八章 零件圖
第三講
技術要求在零件圖上的標註
(一)極限與配合
1.互換性
成批生產的機器在進行裝配時,要求一批相配合的零件,不經任何修配,任取一對裝配起來,就能達到設計的工作性能要求,零件間的這種性質稱為互換性。
2.極限與配合的基本概念和名詞術語
基本尺寸:設計時確定的尺寸稱為基本尺寸,如圖8—27中的φ50。
最大極限尺寸:零件實際尺寸所允許的最大值。
最小極限尺寸:零件實際尺寸所允許的最小值。
上偏差:最大極限尺寸和基本尺寸的差。孔的上偏差代號為ES,軸的上偏差代號為es。
下偏差:最小極限尺寸和基本尺寸的差。孔的下偏差代號為EI,軸的上偏差代號為ei。
公差:允許尺寸的變動量,公差等於最大極限尺寸和最小極限尺寸的差。
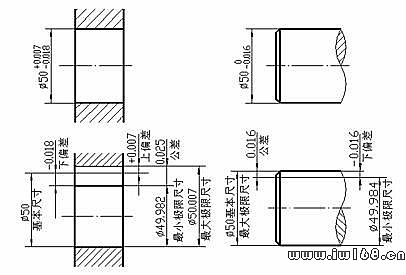
圖8—27 公差與配合的基本概念
3.公差帶圖
用零線表示基本尺寸,上方為正,下方為負,用矩形的高表示尺寸的變化範圍(公差),矩形的上邊代表上偏差,矩形的下邊代表下偏差,距零線近的偏差為基本偏差,矩形的長度無實際意義,這樣的圖形叫公差帶圖。如圖8—28所示。
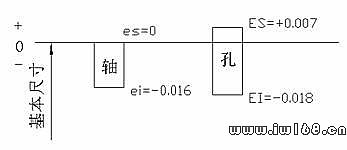
圖8—28 公差帶圖
4.標準公差和基本偏差系列
標準公差是由國家標準規定的公差值,其大小由兩個因素決定,一個是公差等級,另一個是基本尺寸。國家標準(GB/T1800)將公差劃分為20個等級,分別為IT01、TI0、IT1、IT2、IT3……IT17、IT18。其中IT01精度最高,IT18精度最低。
軸和孔的基本偏差系列代號各有28個,用字母或字母組合表示,孔的基本偏差代號用大寫字母表示,軸的基本偏差代號用小寫字母表示。如圖8—29所示。基本偏差決定公差帶的位置,標準公差決定公差帶的高度。
圖8—29 基本偏差系列
5.配合類別
基本尺寸相同,相互結合的軸和孔公差帶之間的關係稱為配合。按配合性質不同可分為間隙配合、過盈配合和過渡配合,如圖8—30所示。
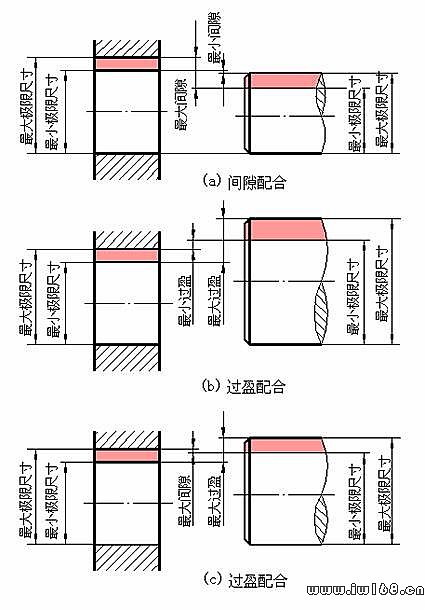
圖8—30 配合類別
6.基準制
採用基準制是為了統一基準件的極限偏差,從而達到減少零件加工定值刀具和量具的規格數量,國家標準規定了兩種配合制度:基孔制和基軸制。如圖8—31所示。
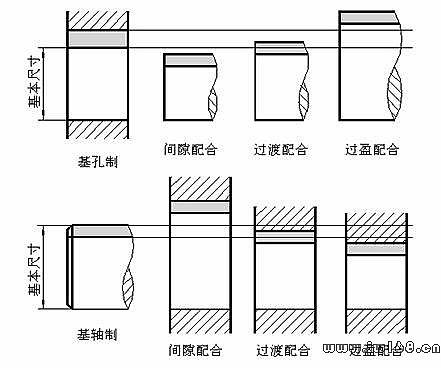
圖8—31 基準制
7.偏差代號的標註
在零件圖中線性尺寸的偏差有三種標註形式,:只標註上、下偏差、只標註偏差代號、既標註偏差代號,又標註上、下偏差,但偏差用括弧括起來。在裝配圖上一般只標註配合代號,配合代號用分數表示,分子為孔的偏差代號,分母為軸的偏差代號。如圖8—32所示。
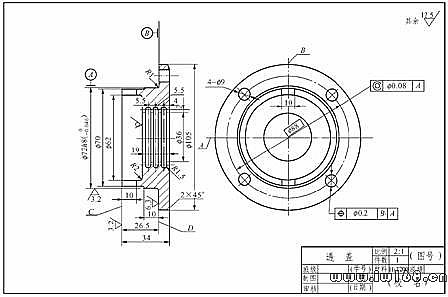
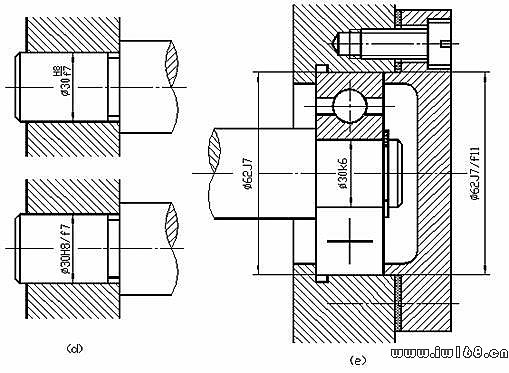
圖8—32 裝配圖中偏差的標註
(二)形狀和位置公差
1.形狀和位置公差的基本概念
在生產實際中,經過加工的零件,不但會產生尺寸誤差,而且會產生形狀和位置上的誤差。如圖8—33所示。

圖8—33 (a)形狀誤差 (b)位置誤差
形狀誤差是指實際表面和理想幾何表面的差異。
位置誤差是指相關聯的兩個幾何要素的實際位置相對於理想位置的差異。
形狀和位置誤差的允許變動量稱為形狀和位置公差,簡稱形位公差。
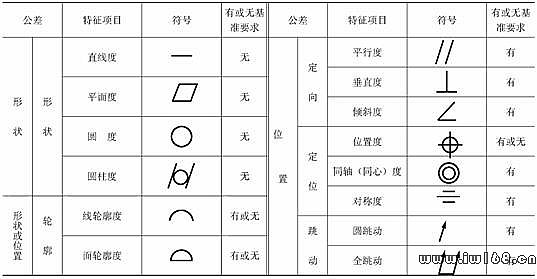
2.形狀和位置公差特徵項目的規定符號
形狀和位置公差特徵項目的規定符號見表7—6所示。
表7—6:形狀和位置公差的名稱和符號
3.形狀和位置公差的標註
在機械圖樣中,形位公差採用代號的形式標註,代號由公差框格和帶箭頭的指引線組成,如圖8—34所示。
圖8—34 形位公差代號
形位公差的標註示例如圖8—35所示。
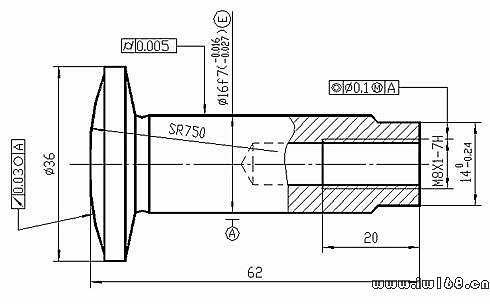
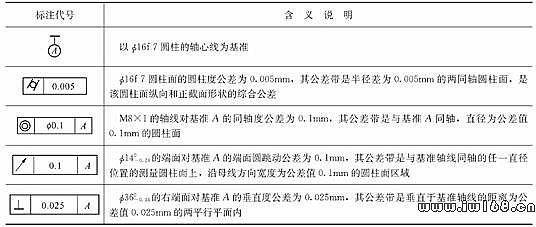
圖8—35 形位公差標註示例
圖8—35形位公差標註示例的各個形位公差代號含義說明如表7—7所示。
表7—7:綜合標註示例說明