鋁合金越來越多的用於機械製造行業. 隨之而來的是對鋁合金焊接的要求也越來越高.
目前國外 MIG 焊鋁的技術工藝日趨成熟, 主要用於全焊接鋁合金游輪, 火車及汽車箱體,摩托車架, 壓力容器, 工作平台, 飛機等.
這裡僅介紹最基本的鋁合金知識和 MIG 焊技巧 (所有材料牌號參照 AWS 標準).
1. 鋁合金分類及對應焊材
1.2. 純鋁 (1xxx 系列), 可焊性很好, 對應焊材: ER1100 和 ER4043
1.3. 鋁銅合金 (2xxx 系列), 可焊性較差, 對應焊材: ER4043, ER4015, ER2319
1.4. 鋁錳合金 (3xxx 系列), 可焊性很好, 對應焊材: ER4043, ER5356
1.5. 鋁硅合金 (4xxx 系列), 一般用於製造焊絲 (4043, 4047)
1.6. 鋁鎂合金 (5xxx 系列), 高強度, 可焊性很好, 對應焊絲: ER5356, ER5183 等
1.7. 鋁鎂硅合金 (6xxx 系列), 應用最廣, 可焊性好, 對應焊絲: ER5xxx, ER4xxx
1.8. 鋁鋅合金 (7xxx 系列), 高強度, 用于飛機製造業, 可焊性很差易裂, 對應焊絲: ER5356 (僅限 7005 和 7039 母材)
1.9. 其它鋁合金 (8xxx 系列), 可焊性很差
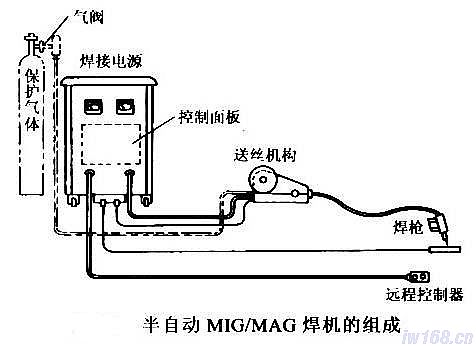
2. 鋁合金 MIG 焊對焊接設備的要求
2.1. 直流 CV 焊接電源或脈衝電源
2.2. 送絲機構及推拉式焊槍
2.3. 鋁焊接用導電嘴 (孔徑比碳鋼用稍大)
2.4. 連接電纜
2.5. 100% Ar 及流量計 (也有 Ar+He 混合氣)
3. 焊前準備工作 (非常重要)
3.1. 清理工件待焊處油污 (丙酮擦拭).
3.2. 用不鏽鋼絲刷或專用砂輪去除待焊處氧化膜 (至少 20 毫米範圍).
3.3. 如用水冷焊槍, 確保無漏水.
3.4. 確保焊絲處於乾淨無損壞狀態.
3.5. 確保送絲輪, 送絲軟管處於良好狀態.
4. 焊接參數 (僅供參考)
4.1. 根據不同的材料和板厚選用不同型號的焊絲和直徑
4.2. 常用焊接規範:
4.2.1. 0.8 毫米焊絲 (板厚小於 3 毫米): WFS: 12-15m/min, I=70-130A, U=17-21V,焊速=600-1125mm/min
4.2.1. 0.9 毫米焊絲 (板厚小於 5 毫米): WFS: 10-12m/min, I=145-175A, U=20-22V,焊速=600-1125mm/min
4.2.3. 1.0 毫米焊絲 (板厚大於 5 毫米): WFS: 8-12m/min, I=150-200A, U=22-24.5V, 焊速=600-1125mm/min
4.2.4.1.2 毫米焊絲 (板厚大於 5 毫米): WFS: 7.5-10m/min, I=190-220A, U=22-26V,焊速=600-800mm/min
4.2.5. 1.6 毫米焊絲 (板厚大於 5 毫米): WFS: 5-8m/min, I=240-330A, U=24-30V,焊速=400-800mm/min
4.3. 注:
4.3.1. 角焊比對接焊規範稍大, 立焊和仰焊規範比上述稍小.
4.3.2. ER4043 (ER4XXX) 焊絲取下限值, ER5356 (ER5XXX) 取上限值.
4.3.3. 保護氣流量: 10-20L/MIN, 仰焊時多一些, 用粗焊絲時多一些.
4.3.4. 焊絲干伸長度: 12-15mm
4.3.5. 過渡方式: 噴射過渡 (Spray arc transfer)
4.3.6. 極性: DC+ (直流反接)
5. 操作技巧
5.1. 半自動焊時總是左焊法 (右焊時焊縫成型很差, 表面發黑, 易產生未熔合缺陷),收弧時回焊接 10 毫米左右以消除弧坑裂紋.
5.2. 立焊時總是立向上焊.
5.3. 自動焊時焊槍與焊縫軸線在行走方向 (無論左右) 成 95-100 度角.
總之, MIG 焊鋁合金比焊一般鋼材難一些, 但是如果準備充分, 材料設備匹配, 操作方法得當, 就可以得到很好的效果.