(一)工件的安裝
數控機床夾具是用以裝夾工件(和引導刀具)的一種裝置,其作用是將工件定位,以使工件獲得相對於機床和刀具的正確位置,並把工件可靠地夾緊。
工件裝夾的內容包括:
·定位:使工件相對於機床及刀具處於正確的位置。
·夾緊:工件定位后,將工件緊固,使工件在加工過程中不發生位置變化。
·定位與夾緊的關係:是工件安裝中兩個有聯繫的過程,先定位后夾緊,
(二)裝夾方法:
1、用找正法裝夾:
1)方法:
a) 把工件直接放在機床工作台上或放在四爪卡盤、機用虎鉗等機床附件中,根據工件的一個或幾個表面用划針或指示表找正工件準確位置后再進行夾緊;
b)先按加工要求進行加工面位置的劃線工序,然後再按劃出的線痕進行找正實現裝夾。
2)特點:
a)這類裝夾方法勞動強度大、生產效率低、要求工人技術等級高;
b)定位精度較低,由於常常需要增加劃線工序,所以增加了生產成本;
c)只需使用通用性很好的機床附件和工具,因此能適用於加工各種不同零件的各種表面,特別適合於單件、小批量生產。
2、用夾具裝夾安裝:
1)工件裝在夾具上,不再進行找正,便能直接得到準確加工位置的裝夾方式。
2)特點:避免了找正法劃線定位而浪費的工時,還可以避免加工后的工件的加工誤差分散範圍擴大,夾裝方便。

找正法與用夾具裝夾工件的對比
設加工工件如下圖所示
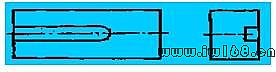
1、採用找正法裝夾工件的步驟:
1)先進行劃線,劃出槽子的位置;
2)將工件放在立式銑床的工作台上,按劃出的線痕進行找正,找正完成後用壓板或虎鉗夾緊工件。
3)根據槽子線痕位置調整銑刀相對工件的位置,調整好后才能開始加工。
4)加工中需先試切一段行程,測量尺寸,根據測量結果再調整銑刀的相對位置,直至達到要求為止。
5)每加工一個工件均重複上述步驟。
因此這種裝夾方法不但費工費時,而且加工出一批工件的加工誤差分散範圍較大。
2、採用夾具裝夾
採用夾具裝夾方法,不需要進行劃線就可把工件直接 放入夾具中去。工件的A面支承在兩支承板2上;B面支承在兩齒紋頂支承釘3上;端面靠在支承釘4上,這樣就確定了工件在夾具中的位置,然後旋緊螺母9通過壓板8把工件夾緊,完成了工件的裝夾過程。下一工件進行加工時,夾具在機床上的位置不動,只需鬆開螺母9進行裝卸工件即可。
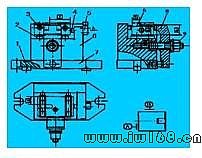
夾具裝夾圖
(三)夾具的分類
可按應用範圍、使用機床、夾緊動力源來分類。
a) 按工藝過程的不同,夾具可分為機床夾具、檢驗夾具、裝配夾具、焊接夾具等;
b) 按機床種類的不同,機床夾具又可分為車床夾具、銑床夾具、鑽床夾具等;
c) 按所採用的夾緊動力源的不同又可分為手動夾具、氣動夾具等;
d) 根據使用範圍分為通用夾具、專用夾具、組合夾具、通用可調夾具和成組夾具等類型。
各類夾具的定義及特點如下表所示。
通用夾具 通用性強,被廣泛應用於單件小批量生產
專用夾具 專為某一工序設計,結構緊湊、操作方便、生產效率高、加工精度容易保證,適用於定型產品的成批和大量生產。
組合夾具 由一套預先製造好的標準元件和合件組裝而成的專用夾具。
通用可調夾具 不對應特定的加工對象,適用範圍寬,通過適當的調整或更換夾具上的個別元件,即可用於加工形狀、尺寸和加工工藝相似的多種工件。
成組夾具 專為某一組零件的成組加工而設計,加工對象明確,針對性強。通過調整可適應多種工藝及加工形狀、尺寸。
e) 隨行夾具:隨行夾具是自動或半自動生產線上使用的夾具,雖然它只適用於某一種工件,但毛坯裝上隨行夾具后,可從生產線開始一直到生產線終端在各位置上進行各種不同工序的加工。根據這一點,隨行夾具的結構也具有適用於各種不同工序加工的通用性。
(四)夾具的組成與作用
組成:定位元件、夾緊裝置、聯接元件、對刀或導向元件、其它裝置、夾具體。
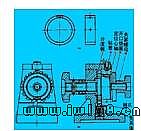
夾具組成
1) 定位元件:用於確定工件在夾具中的位置。
2) 夾緊裝置:用於夾緊工件。
3) 對刀、導引元件:確定刀具相對夾具定位元件的位置。
4) 其它裝置:如分度元件等。
5) 連接元件和連接表面:用於確定夾具本身在機床主軸或工作台上的位置。
6) 夾具體:用於將夾具上的各種元件和裝置連接成一個有機整體。
作用:(1)保證穩定可靠地達到各項加工精度要求;(2)縮短加工工時,提高勞動生產率;(3)降低生產成本;(4)減輕工人勞動強度;(5)可由較低技術等級的工人進行加工;(6)能擴大機床工藝範圍。
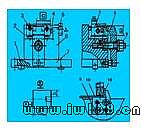
對尺寸精度的保證
1、夾具上裝有對刀塊5,利用對刀塞尺10塞入對刀塊工作面與立銑刀切削刃之間來確定銑刀相對夾具的位置,此時可相應橫向調整銑床工作台的位置和垂直升降工作台來達到刀具相對對刀塊的正確位置。
2、由於對刀塊的兩個工作面與相應夾具定位支承板2和齒紋頂支承釘3的各自支承面已保證和尺寸,因而最終保證銑出槽子的a和b尺寸,如下圖所示。
3、至於槽子長度的位置尺寸,則依本調整銑床工作台縱向進給的行程擋塊的位置,使立式銑床工作台縱向進給的終結位置保證銑刀距支承釘4的距離等於c。由於工件以端面與支承釘4的工作面相接觸,因而最終使銑出槽子的長度位置達到尺寸的要求。
夾具精度的保證
加工一批工件時,只要在允許的刀具尺寸磨損限度內,都不必調整刀具位置,不需進行試切,直接保證加工尺寸要求。這就是用夾具裝夾工件時,採用調整法達到尺寸精度的工作原理。