第一節 銑床
一、銑床類型與用途
銑床是用於銑削加工的機床。
根據構造特點及用途,銑床的主要類型有:卧式升降台銑床、立式升降台銑床、工作台不升降銑床、圓工作台銑床、龍門銑床、銑床、仿形銑床和各種專門化銑床。
銑床是一種用途廣泛的機床。它可以加工平面(水平面、垂直面、階檯面)、溝槽(鍵槽、T型槽、燕尾槽等)、分齒零件(齒輪、鏈輪、棘輪、花鍵軸等)、螺旋形表面(螺紋、螺旋槽)及各種曲面。此外,還可用於對迴轉體表面及內孔進行加工,以及進行切斷工作等。
二、各類銑床主要特點
銑床使用的是旋轉的多齒刀具,生產效率較高。但是,由於銑削加工為斷續切削,銑刀的每個刀齒的切削層參數隨時都在變化,所以銑削力的大小和方向也在不斷變化,容易引起機床振動。因此,銑床在結構上要求有較高的剛度和抗振性。
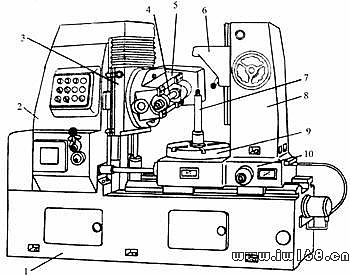
(一)萬能升降台銑床
萬能升降台銑床的主軸為水平布置,屬卧式升降台銑床,主要用於銑削平面、溝槽和成形表面。
在工作台和床鞍之間有一層迴轉盤,它可以相對床鞍在水平面內調整±45°偏轉,改變工作台的移動方向,從而可加工斜槽、螺旋槽等。
此外,還可換用立式銑頭,插頭等附件,擴大機床的加工範圍。
(二)立式升降台銑床
立式升降台銑床與卧式升降台銑床的主要區別在於安裝銑刀的機床主軸是垂直於工作檯面。
除立銑頭外其它主要組成部件與卧式升降台銑床相同。銑頭可以在垂直平面內調整角度,主軸可沿其軸線方向進給或調整位置。
立式銑床用於加工平面、溝槽、台階,還可銑削斜面、螺旋面、模具型腔和凸模成形表面等。
(三)其他常用銑床
1、龍門銑床
龍門銑床是一種大型的高效通用機床,它在結構上呈櫃架式布局,具有較高的剛度及抗振性。主要用於大中型工件的平面、溝槽加工。可以進行粗銑、半精銑和精銑加工。
2、工作台不升降銑床
工作台不升降銑床一般為立式布局,工作台不作升降運動,機床的垂直進給運動由安裝在立柱上的主軸箱作升降運動來實現。這種銑床由於工作台層次少,剛性好,適用於加工外形為中等或大尺寸的工件。
工作台不升降銑床根據工作檯面的形狀,可分為矩形工作台式和圓形工作台式兩類。
第二節 鑽床和鏜床
鑽床和鏜床都是加工內孔的機床,主要用於加工外形複雜,沒有對稱旋轉軸線的工件,如槓桿、蓋板、箱體、機架等零件上的單孔或孔系。
一、鑽床
鑽床類機床的主要工作是用孔加工刀具進行各種類型的孔加工。主要用於鑽孔和擴孔,也可以用來鉸孔、攻螺紋、鍃沉頭孔及鍃凸台端面。
鑽床分為坐標鏜鑽床、深孔鑽床、搖臂鑽床、台式鑽床、立式鑽床、卧式鑽床、銑鑽床、中心孔鑽床等。
(一)立式鑽床
立式鑽床是鑽床中應用較廣的一種,其特點是主軸軸線垂直布置,且位置固定,需調整工件位置,使被加工孔中心線對準刀具的旋轉中心線。由刀具旋轉實現主運動,同時沿軸向移動作進給運動。因此,立式鑽床適用於加工中、小型工件。
多軸立式鑽床是立式鑽床的一種,可對孔進行不同內容的加工或同時加工多個孔,大大提高了生產效率。
台式鑽床實質上是一種加工小孔的立式鑽床,結構簡單小巧,使用方便,適於加工小型零件上的小孔。
(二)搖臂鑽床
對於體積和質量都比較大的工件,在立式鑽床上加工很不方便,此時可以選用搖臂鑽床進行加工。
主軸箱可沿搖臂上的導軌橫向調整位置,搖臂可沿立柱的圓柱面上、下調整位置,還可繞立柱轉動。加工時,工件固定不動,靠調整主軸的位置,使其中心對準被加工孔的中心,並快速夾緊,保持準確的位置。搖臂鑽床廣泛地應用於單件和中、小批生產中,加工大、中型零件。
如果要加工任意方向和任意位置的孔和孔系,可以選用萬向搖臂鑽床,機床主軸可在空間繞二特定軸線作迴轉。機床上端還有吊環,可以吊放在任意位置。故它適於加工單件、小批生產的大中型工件。
為了提高鑽削加工效率,目前正在發展鑽削加工中心。集鑽孔、攻螺紋和銑削於一體,可得到很高的加工精度和生產率。
二、鏜床
鏜床類機床主要工作是用鏜刀進行鏜孔,也可進行銑平面、車凸緣、切螺紋等工作。有卧式鏜床、立式鏜床、落地鏜床、金剛鏜床和坐標鏜床等多種類型。
(一)卧式鏜床
卧式鏜床又稱萬能鏜床,可以進行孔加工、車端面、車凸緣、車螺紋和銑平面等。尤其適於加工箱體零件中尺寸較大、精度較高且相互位置要求嚴格的孔系。
(二)落地鏜床
為適應某些龐大而笨重工件的加工,產生了落地鏜床。
落地鏜床具有萬能性大、集中操縱、移動部件的靈敏度高、操作方便等特點。
為提高生產效率和加工精度,在落地鏜床的基礎上還發展了以銑削為主的銑鏜床。
(三)坐標鏜床
坐標鏜床主要用於鏜削高精度的孔,特別適用於加工相互位置精度很高的孔系,如鑽模、鏜模和量具等零件上的精密孔加工。
坐標鏜床製造精度很高,具有良好的剛度和抗振性,最主要特點是具有坐標位置的精密測量裝置,加工時,按直角坐標來精確定位。
坐標鏜床還可鑽孔、擴孔、鉸孔等工作。也可以用於精密刻度、劃線、及孔距和直線尺寸的測量等工作。所以坐標鏜床是一種萬能性很強的精密機床。
坐標鏜床有立式的和卧式的,立式坐標鏜床又有單柱和雙柱之分,以適應不同的加工需要。
金剛鏜床是一種高速精鏜床,採用很高的切削速度、極小的背吃刀量和進給量,可加工出質量很高的表面。適於成批、大量生產中,加工精密孔。
第三節 磨床
一、磨床類型與用途
用磨料磨具(砂輪、砂帶、油石和研磨料等)為工具進行切削加工的機床,統稱為磨床。
磨床種類很多。主要有:外圓磨床、內圓磨床、平面磨床、工具磨床和用來磨削特定表面和工件的專門化磨床,如花鍵軸磨床、凸輪軸磨床、曲軸磨床等。
以上均為使用砂輪作切削工具的磨床。此外,還有以柔性砂帶為切削工具的砂帶磨床,以油石和研磨劑為切削工具的精磨磨床等。
磨床可以加工各種表面,如內、外圓柱面和圓錐面、平面、漸開線齒廓面、螺旋面以及各種成形表面。磨床可進行荒加工、粗加工、精加工和超精加工,可以進行各種高硬、超硬材料的加工,還可以刃磨刀具和進行切斷等,工藝範圍十分廣泛。
二、磨床的工作運動
(一)外圓磨床
1.M
M
這種機床的通用性較好,但生產效率低,故適於單件小批生產。
2.無心外圓磨床
無心外圓磨床進行磨削時,工件放在砂輪與導輪之間,且工件中心高於砂輪和導輪中心連線,以被磨削外圓表面作定位基準,支承在托板上。
無心外圓磨床生產率較高,加工精度好,但只能磨削連續外圓表面,且磨床調整費時,只適用於成批及大量生產中。
(二)內圓磨床
內圓磨床用於磨削各種圓柱孔(通孔、盲孔、階梯孔和斷續表面的孔等)和圓錐孔,某些內圓磨床還附有磨削端面的磨頭。
內圓磨床主要類型有普通內圓磨床、無心內圓磨床和行星式內圓磨床。
普通內圓磨床採用縱磨法和切入磨法磨削內孔。採用專門的端磨裝置,可在工件一次裝夾中磨削內孔和端面。
無心內圓磨床適於加工外圓表面已經精加工的薄壁工件,如軸承環等。
(三)平面磨床
平面磨床主要用於磨削各種工件上的平面。
根據磨削方法和機床布局不同,平面磨床要有以下四種類型:卧軸矩台平面磨床、卧軸圓台平面磨床、立軸矩台平面磨床和立軸圓台平面磨床。
第四節 齒輪加工機床
一、齒輪加工機床類型與工作原理
(一)齒輪加工機床的類型
按照被加工齒輪種類不同,齒輪加工機床可分為圓柱齒輪加工機床和錐齒輪加工機床兩大類。
圓柱齒輪加工機床主要有滾齒機、插齒機、車齒機等;錐齒輪加工機床有加工直齒錐齒輪的刨齒機、銑齒機、拉齒機和加工弧齒錐齒輪的銑齒機;
此外,還有加工齒線形狀為長幅外擺線或延伸漸開線的錐齒輪銑齒機。
用來精加工齒輪齒面的機床有珩齒機、剃齒機和磨齒機等。
(二)齒輪加工機床的工作原理
齒輪加工機床的種類繁多,構造各異,加工方法也各不相同,按齒面加工原理來分,有范成法和成形法。
1.成形法
成形法利用與被加工齒輪齒槽截形相一致的刀具齒形,在齒坯上加工齒面。
在銑床上用盤形或指形齒輪銑刀銑削齒輪,在刨床或插床上用成形刀具刨削或插削齒輪。加工時,刀具作快速的切削運動(旋轉運動或直線運動),並沿齒槽作進給運動,就可切出齒槽。加工完一個齒槽后,工件分度轉動一個齒距,再加工另一齒槽,直至切出全部齒槽。
採用成形法加工齒輪,所用機床較簡單,並可以利用通用機床加工。缺點是加工精度較低,生產率不高,通常多用於修配。
2.范成法
用范成法加工齒輪時,刀具與工件模擬一對齒輪(或齒輪與齒條)作嚙合運動(范成運動),在運動過程中,刀具齒形的運動軌跡逐步包絡出工件的齒形。
范成法切齒刀具的齒形可以和工件齒形不同,且可以用一把刀具切出同一模數而齒數不同的齒輪,加工時連續分度,具有較高的加工精度和生產率。
滾齒機、插齒機、剃齒機和弧齒錐齒輪銑齒機均是利用范成法加工齒輪的齒輪加工機床。
二、滾齒機的工作運動
滾齒機生產效率高,在生產中應用廣泛。用於加工直齒、斜齒圓柱齒輪及蝸輪,還可加工軸齒輪、花鍵軸等。
中型通用滾齒機常見的布局形式有立柱移動式和工作台移動式兩種。滾齒機的主要運動是由主運動傳動鏈、展成運動傳動鏈、運動傳動鏈和附加運動傳動鏈組成。此外,還有空行程快速傳動鏈,用於快速調整機床的部件。
(一)主運動傳動鏈
主運動傳動鏈的兩端件是:電動機—滾刀主軸Ⅷ,計算位移是:電動機n電(單位為r/min)—滾刀主軸no(單位為r/min)。
(二)范成運動傳動鏈
范成運動傳動鏈的兩端件是:滾刀主軸—工作台,計算位移是:滾刀主軸轉1轉時,工件轉k/z轉,(k是滾刀頭數)。
(三)垂直進給運動鏈
垂直進給運動傳動鏈的兩端件是:工作台—刀架,計算位移是:工作台轉1轉時,刀架進給f(單位為mm)。
第五節 數控機床簡介
簡介數控機床、加工中心等設備功能、特點、操作及加工。
結合CAI軟體、現場加工錄像進行教學。