被焊工件的材質(同種或異種),通過加熱或加壓或兩者並用,並且用或不用填充材料,使工件的材質達到原子(分子)間的結合而形成永久性連接的工藝過程稱為焊接(Welding)。
隨著現代工業生產的需要和科學技術的蓬勃發展,焊接技術進步很快,到現在焊接方法已發展到數十種之多。為了能正確選擇和使用各種焊接方法,必須了解焊接的物理本質、它們的分類、基本特點和使用範圍。
焊接促使原子或分子之間產生結合和擴散的方法是加熱或加壓,或者兩者並用。
兩材料原子之間不能產生結合和擴散的主要原因是材料的連接表面有氧化膜、水、和油等吸附層以及兩材料原子之間尚未達到產生結合力的距離,對金屬而言該距離約為3~5À(1À=10
金屬的焊接,按其工藝過程的特點分有熔焊、壓焊和釺焊三大類,見表1—3—1。
熔焊在連接部位需加熱至熔化狀態,一般不加壓;壓焊必須施加壓力,加熱是為了加速實現焊接;釺焊時母材不熔化,只熔化起連接作用的填充材料(釺料)。
表
焊縫的基本符號見表
表1—3—1 焊接方法分類
| 焊 接 | 熔焊 | 電弧焊 | 熔化極 | 焊條電弧焊 | ||
| 埋弧焊 | ||||||
| 氬弧焊(MIG) | ||||||
| CO2氣體保護焊 | ||||||
| 葯芯焊絲電弧焊 | ||||||
| 非熔化極 | 鎢極氬弧焊(TIG) | |||||
| 原子氫焊 | ||||||
| 等離子弧焊 | ||||||
| 氣焊 | 氧-氫焊接 | |||||
| 氧-乙炔焊 | ||||||
| 空氣-乙炔焊 | ||||||
| 電子束焊 電渣焊 激光焊 鋁熱焊 | ||||||
| 壓焊 | 鍛焊 | 摩擦焊 | 擴散焊 | |||
| 冷壓焊 | 電阻焊 | 超聲波焊 | ||||
| 高頻焊 | 爆炸焊 | |||||
| 釺焊 | 火焰釺焊 | 烙鐵釺焊 | 感應釺焊 | |||
| 電阻釺焊 | 鹽浴釺焊 | 爐中釺焊 | ||||
| | | | | | | |
(註:常見的栓釘焊屬於熔焊加壓焊。) 表 序號 名稱 示意圖 符號 1 卷邊焊縫① (卷邊完全熔化) 2 I 形焊縫 3 V 形焊縫 4 單邊V形焊縫 5 帶鈍邊V形焊縫 6 帶鈍邊單邊V形焊縫 7 帶鈍邊U形焊縫 8 帶鈍邊J形焊縫 9 封底焊縫 10 角焊縫 11 塞焊縫或槽焊縫 12 點焊縫 13 縫焊縫



















① 不完全熔化的焊縫用I形焊縫表示,並加註焊縫有效厚度。
焊縫的輔助符號是表示焊縫表面形狀特徵的符號,見表
表
| 序號 | 名稱 | 示意圖 | 符號 | 說明 |
| 1 | 平面符號 |
|
| 焊縫表面齊平 (一般通過加工) |
| 2 | 凹面符號 |
|
| 焊縫表面凹陷 |
| 3 | 凸面符號 |
|
| 焊縫表面凸起 |
不需要確切地說明焊縫的表面形狀時,可以不用輔助符號。焊縫的輔助符號的應用見表
表
| 名稱 | 示意圖 | 符號 |
| 平面V形對接焊縫 |
|
|
| 凸面X形對接焊縫 |
|
|
| 凹面角焊縫 |
|
|
| 平面封底V形焊縫 |
|
|
焊縫的補充符號是為了補充說明焊縫的某些特徵而採用的符號,見表
基本符號必要時可附帶有尺寸符號及數據,這些尺寸符號見表
表
| 序號 | 名稱 | 示意圖 | 符號 | 說明 |
| 1 | 帶墊板符號① |
|
| 表示焊縫底部有墊板 |
| 2 | 三面焊縫符號① |
|
| 表示三面有焊縫 |
| 3 | 周圍焊縫符號 |
|
| 表示環繞工件周圍焊縫 |
| 4 | 現場符號 |
|
| 表示在現場或工地上進行焊接 |
| 5 | 尾部符號 |
|
| 可以參照GB5185標註焊接工藝方法等內容 |
① ISO2553標準中未做規定。
表
| 符號 | 名稱 | 示意圖 | 符號 | 名稱 | 示意圖 |
| δ | 工件厚度 |
| e | 焊縫間距 |
|
| α | 坡口角度 |
| K | 焊角尺寸 |
|
| b | 根部間隙 |
| d | 熔核直徑 |
|
| p | 鈍邊 |
| S | 焊縫有效厚度 |
|
| c | 焊縫寬度 |
| N | 相同焊縫數量 |
|
| R | 根部半徑 |
| H | 坡口深度 |
|
| l | 焊縫長度 |
| h | 余高 |
|
| n | 焊縫段數 |
| β | 坡口面角度 |
|
① 對焊縫尺寸符號,ISO2553標準未做規定
表
|
|
|
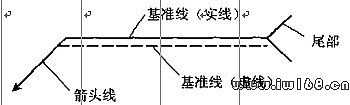
| 基準線 | 有一條實線和一條虛線,均應與圖樣底邊平行,特殊情況允許與底邊垂直.虛線可畫在實線上側或下側.如焊縫在接頭的箭頭側,則將基本符號標在實線側;反之標在虛線側;對稱、雙面焊縫時可不加虛線. |
| 箭頭線 | 一般沒有特殊要求;但是在標註單邊V形、帶鈍邊單邊V形和帶鈍邊J形焊縫時,箭頭線應指向帶坡口一側的工件;必要時,允許箭頭線彎折一次. |
| 尾 部 | 一般剩去,只有對焊縫有附加要求或說明時才加上尾部部分. |
表
|
| |
| 基本符號 | 焊縫在接頭的箭頭側,則將基本符號標在實線側;反之標在虛線側;對稱、雙面焊縫時可不加虛線.基本符號標在基準線兩側 |
| 焊縫形狀尺寸 | 焊縫截面尺寸標在基本符號左側;焊縫長度尺寸標在基本符號右側;坡口角度,根部間隙等標在基本符號的上側或下側. |
| 其 他 | 相同焊縫符號、焊接方法代號、檢驗方式符號、其他要求和說明等標在尾部右側 |
表
| 代號 | 焊接方法 | 代號 | 焊接方法 |
| 1 | 電弧焊 | 12 | 埋弧焊 |
| 11 | 無氣體保護電弧焊 | 135 | MIG焊(包括CO2氣體保護焊) |
| 111 | 手弧焊 | 72 | 電渣焊 |
| 114 | 葯芯焊絲電弧焊 | 78 | 栓釘焊(又叫螺柱焊) |
① 摘自GB/T5185-85金屬焊接及釺焊方法在圖樣上的表示代號
表
| 標註例子 | 含義 | 標註例子 | 含義 |
|
| 兩面對稱的焊角尺寸K= |
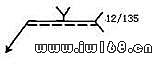
| 帶鈍邊V形焊縫,先用CO2氣保焊打底,後用埋弧焊蓋面 |