複合加工作為機械加工的發展方向之一,也是數控設備發展的一個主要方向。在多種複合加工的領域上,車銑複合加工是目前發展最完善的一個領域。在國內外的各種展會上,我們可以看到很多機床廠家紛紛推出此類設備,作為高端設備的展示內容。
車銑複合加工設備的價格往往比較昂貴,很多企業在做設備選型時,經常將此類設備當成專用機床來看待,但是並沒有賦予設備更多的使用範疇,往往是按照某個零件的工藝需求來制定設備採購計劃,在選擇設備類型前,首先考慮因設備折舊而造成的單件成本增加是否在允許的範圍之內,從而決定是否採購此類設備,很多的車銑複合加工設備都是在這種形勢下被引進。之所以有此現象,原因是在於人們對於此類設備的應用不夠了解,除了擔心日常維護的成本之外,對加工程序的編製也摸不著頭緒,所以人們更願意選擇購買一台五軸聯動加工中心和一台數控車。此外,從理論上講車銑複合加工可以有效地提高產品質量和生產效率,但是在實際應用中,卻並不能盡如人意,其中的主要因素在於加工程序的編製。
這裡我們從如何提高設備的使用效率和擴展應用領域這兩個角度來探索一下如何編製車銑複合加工中心的加工程序。
首先我們來看一下如何提高雙刀架車銑中心的使用效率。在加工過程中,可以通過雙刀架的同步操作來完成零件的多個工序加工。同一個工件由於有多種加工工序,利用計算機輔助加工軟體完成零件編程的同時,可以通過工序的優化,在加工條件允許的前提下,盡量使兩個刀架同時處於工作狀態,無疑可以有效的縮短加工時間。下面是三個例子,通過這三個例子我們可以看到加工的效果。
可以通過上下刀架的同步設置,來更快地去除余量,粗車外形的同時,也完成了內孔的粗鏜加工.

通過上下刀架的同步設置,完成一系列孔的加工,不僅提高了加工的效率,同時還可以通過鑽孔軸向力的相互抵消來減少工件變形的影響。
可以通過上下刀架的同步設置,一次完成兩段外形的加工。
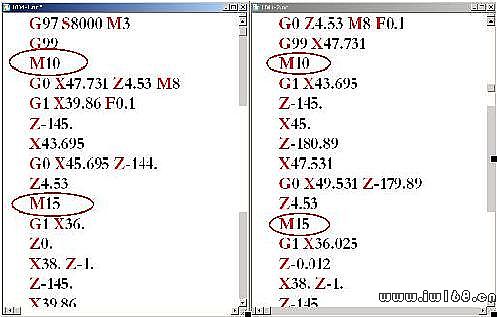
雙刀塔的設備都具有雙通道的控制系統,上下刀架可單獨控制,同步加工可以通過代碼中的同步語句來實現。例如,在下面的代碼中,M10和 M15就是同步語句,同步語句的語法要求根據控制機的要求制定,同步語句的數量根據同步加工內容決定。同步語句之間的內容即為同步加工的內容。
加工程序的優化無疑可以提高生產效率,尤其對大批量的零件加工有著更加重要的意義,試想一下,每個零件的加工時間如果能夠節省1秒鐘,那麼從成千上萬個零件上節省下來的時間和資源將是無法想象的。
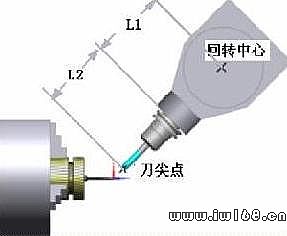
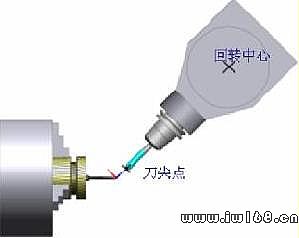
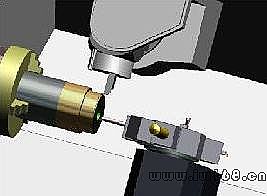
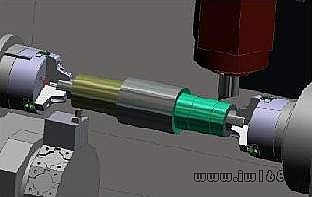
我們再來看一下車銑複合加工設備應用的領域。他們除了可以應用於某些產品的大批量加工,對於一些小批量或單件的生產中,車銑加工設備也大有用武之地。因其具有至少一個旋轉軸的控制能力,至使它的應用範圍得以擴展,甚至可以替代多坐標聯動加工中心的工作。
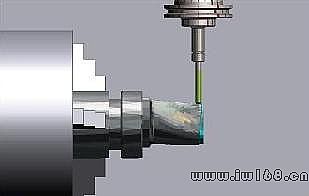
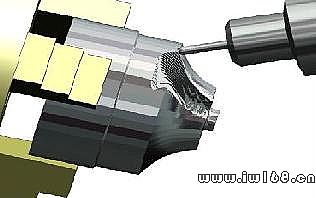
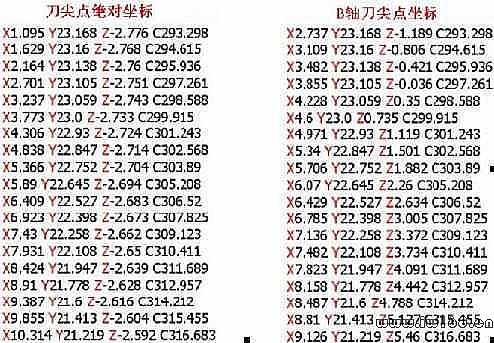
下面是車銑加工設備在葉輪葉片加工中的應用。葉片加工作為五坐標加工的典型零件類型,有著巨大的市場需求。其實這類零件大部分都可以在車銑加工中心上來完成,對於一些帶有B軸聯動的車銑設備來說,能夠加工的零件類型將更加廣泛。這類設備不僅具有車削功能,同時也可以完成三到五坐標聯動的銑切工作,隨著機床硬體的發展,機床的剛性得以明顯改善,粗精加工可以一次完成,而且從工藝角度來看,車銑複合設備具有零件的裝夾定位簡單、粗加工手段多樣、排屑方便等優點。同時車銑設備在價格方面與同檔次的多軸銑切加工中心相比也越來越接近。因此在車銑複合設備上來完成葉輪葉片的加工正逐步成為現實。
對於普通的C&Y車銑設備,可以通過C軸聯動的方式完成葉片的加工,此類控制系統實際上是三軸控制系統。通過XZC三軸聯動來完成型面的加工,無須在機床上