| ISO等級:0 ASTM等級:5B 切口的邊緣完全光滑,格子邊緣沒有任何剝落 |  |
| ISO等級:1 ASTM等級:4B 在切口的相交處有小片剝落,划格區內實際破損不超過5% |  |
| ISO等級:2 ASTM等級:3B 切口的邊緣和/或相交處有被剝落,其面積大於5%,但不到15% |  |
| ISO等級:3 ASTM等級:2B 沿切口邊緣有部分剝落或整大片剝落,及/或者部分格子被整片剝落。被剝落的面積超過15%,但不到35% | 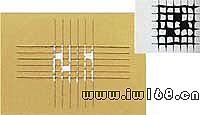 |
| 現 象 | 檢 驗 標 准 | 缺陷度 |
| 污 漬 | 不允許。 | 輕 |
| 異 色 | 檢測距離60CM,目視不明顯可接受,否則不允許。 | 輕 |
| 膜 厚 | 5μm-10μm,小於5μm不允許。 | 重 |
| 針 孔 | 不允許。 | 輕 |
| 電極黑影 | 黑影直徑不超過1mm可接受,否則不允許。 | 輕 |
| 電 擊 | 不允許。 | 輕 |
| 白 斑 | 直徑不超過1mm,每面不超過3個,否則不允許。 | 輕 |
| 水 紋 | 檢測距離30CM,目視不明顯可接受,否則不允許。 | 輕 |
| 吐 酸 | 不允許。 | 輕 |
| 脫層翹皮 | 不允許。 | 重 |
| 過度酸洗 | 不允許。 | 重 |
| 軟划痕 | 長度不超過2mm,每面不超過3個可接受,否則不允許。 | 輕 |
| 硬划痕 | 不允許 | 重 |
| 類別 | 氧化膜厚度 | 漆膜厚度 | 膜的外觀 | 塗裝方法 | 主要用途 |
| A | ≥10.0μm | ≥15.0μm | 有光,啞光 | 電泳,浸漬,噴塗 | 室外苛刻環境的建築部件 |
| B | ≥10.0μm | ≥9.0μm | 有光,啞光 | 電泳,浸漬,噴塗 | 室外建築和車輛部件 |
| C | ≥6.0μm | ≥9.0μm | 有光,啞光 | 電泳,浸漬,噴塗 | 室內建築和家電部件 |
| S | ≥6.0μm | ≥15.0μm | 彩色,有光 | 電泳,浸漬,噴塗 | 室外建築和車輛部件 |
| 彩色,啞光 | |||||
| 注1:表中的膜厚指平均膜厚,最小局部膜厚應不小於80%的平均膜厚; 注2:A、B、C採用不同厚度的有光漆或啞光漆,S採用彩色漆。 | |||||
| 批量範圍 | 隨機取樣數 | 不合格品數的上限 |
| 1~10 | 全部 | 0 |
| 11~200 | 10 | 1 |
| 201~300 | 15 | 1 |
| 301~500 | 20 | 2 |
| 501~800 | 30 | 3 |
| 800以上 | 40 | 4 |
| 洛氏硬度(HRC) | 表面硬度偏差值(HRC) | |
| 同一件 | 同一批 | |
| >60 | 4 | 5 |
| 50-60 | 4.5 | 5.5 |
| 40-50 | 5 | 6 |