1. 螺絲、螺母的基本介紹
1.1 螺絲的種類:
自攻螺絲的螺紋分為粗牙和細牙,一般稱為typeA和typeAB,絕大多數都用AB牙。自攻螺絲不需要與內螺紋配合,只需有預製孔,攻入時自動產生配合螺紋,多用在木材、塑膠等質地較軟的材料上面。自攻螺絲屬於非標。
機螺絲與自攻螺絲的區別:
一是他們的螺紋。機螺紋一般多用粗牙,需與相應標準的內螺紋配合縮緊,一般多為螺母或著有螺紋的金屬件。機螺紋主要有公制標準、美製標準、英制標準,公制標準和美製標準螺紋角為60度,英製為55度。公制標準以螺距表示、美製和英制標準則以一英寸多少牙來表示。



1.7 螺母的種類
螺母是將兩個部件緊密連接起來的零件,通過內側的螺紋,跟同等規格的螺絲、螺栓連接在一起。螺母和螺絲、螺栓的連接屬於可拆卸連接,當把螺母從螺絲、螺栓上旋下后,兩個被連接的部件可分離。
1)碳鋼或不鏽鋼系列:
自鎖螺母 防松螺母 鎖緊螺母 四爪螺母 旋入螺母 保險螺母 細桿螺釘連接螺母
自鎖六角蓋形螺母 專用地腳螺釘用螺母 六角冕形薄螺母 吊環螺母
細牙全金屬六角法蘭面鎖緊螺母 全金屬六角法蘭面緊螺母 細牙非金屬嵌件六角法蘭面鎖緊螺母 細牙六角法蘭面螺母
焊接方螺母 焊接六角螺母 扣緊螺母 嵌裝圓螺母
帶槽圓螺母 側面帶孔圓螺母 端面帶孔圓螺母 小圓螺母
圓螺母 環形螺母 蝶形螺母

2)銅材和無鉛銅系列:
銅螺母 鑲嵌銅螺母 滾花銅螺母 嵌裝銅螺母 注塑銅螺母等

3)合金螺母系列:
鋅銅合金螺母等
1.8 六角螺母
六角螺母與螺栓、螺釘配合使用,外形呈正六邊形,應用廣泛,主要分為內六角螺母和外六角螺母。
`1.9 嵌入螺母
採用各種壓花線材生產(一般是鉛黃銅,如H59、3604、3602)製作的銅螺母. 我們日常接觸到的的嵌入式滾花銅螺母 都採用精密自動車床加工而成。
嵌入式滾花銅螺母主要的作業方式是模具注塑套啤或者后埋入,如果採用模具注塑,PA/NYLOY/PET的熔點都在200°C以上, 嵌入螺母被熱熔進塑件后溫度迅速變高,注塑成型后,塑料體迅速冷卻結晶變硬,如果嵌入螺母溫度還處在高溫,那就有可能導至銅螺母與塑料件接觸的地方開始鬆脫或出現裂縫。所以在嵌入螺母的注塑中都使用銅材質的螺母而不是碳鋼螺母。
嵌入式銅螺母的外紋滾花有兩種方式成形,一種是採用銅質的原材料拉花成形后在上設備進行生產,一般這種方式的拉花紋路為直紋,另一種是採用光圓的銅材料直接在生產的過程中邊攻牙邊壓花,這樣的加工方式可以生產一些非標尺寸的滾花銅螺母,嵌入銅螺母壓花的形狀可隨用戶選擇,如網紋、八字壓花、人字壓花等各種滾花紋路。

1)注塑套啤
模具注塑前把螺母預先固定在模具上,注塑后塑膠凝固將螺母包緊。
2)熱壓安裝

適合熱塑型材料
注塑完成後把螺紋嵌件安裝進塑料部件。
可以用手動或者全自動機器進行安裝
螺紋嵌件會被加熱到塑料的熔化溫度。塑料融液會流入螺母的底部槽中。冷卻后,不會有應力。
特性
1短的注塑時間,從而降低塑料件的製造成本
2安全,沒內應力
3高的軸向拉力和抗扭矩性能
4可重複旋入
3)超聲波安裝

適合熱塑性塑料
超聲波安裝
在超聲波下,塑料融化併流入嵌件底部切槽。冷卻后,不會有應力。
2. 常見的螺絲柱類型
2.1自攻牙型塑膠螺絲柱
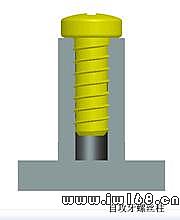
塑膠自攻牙型螺絲柱使用的是自攻牙螺絲,在電子產品行業使用廣泛,成本低,製造簡單。但是不適合於經常需要拆卸的場合,經常拆卸會導致螺絲柱滑牙,這個跟塑膠的材料也有關係,像一般常用的ABS、PC等主體結構材料上只能拆卸7次左右。

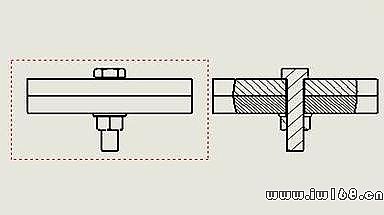
2.2鑲螺母型塑膠螺絲柱
鑲螺母型塑膠螺絲柱使用的是機牙螺絲,在數碼、手機行業使用較為廣泛,製造複雜、成本高、因為用的機牙螺絲,因此可多次反覆拆卸、而且連接可靠性也高。
2.3鈑金翻邊螺絲柱

鈑金翻邊攻牙又叫抽孔、翻孔,就是在一個較小的基孔上抽成一個稍大的孔,再攻牙,主要用板厚比較薄的鈑金加工,增加其強度和螺紋圈數,避免滑牙。製造簡單,成本低。
2.4鈑金鉚接螺絲柱 3)壓鑄件自攻牙螺絲孔設計

壓鉚方式:一般通過沖床或液壓壓鉚機來講壓鉚螺柱鉚接到鈑金件上面
壓鉚螺柱,是應用於鈑金、薄板、機箱、機櫃的一種緊固件,壓鉚螺母柱其外形一端呈六角形,另一端為圓柱狀,六角邊與圓柱狀中間有一道退刀槽,其內形為內螺紋,通過壓力機將六角頭壓入薄板的預置孔內(預置孔的孔徑一般略大於壓鉚螺柱的圓柱外徑)使孔的周邊產生塑性變形,變形部分被擠入壓鉚螺母柱的退刀槽內,使壓鉚螺母柱鉚緊於薄板上,從而在薄板上形成一下有效固定的內螺紋。壓鉚螺柱的材料主要是以鋁合金、銅和碳鋼為主。
應用優點
板材背面保持完全嵌平;小而精巧,廣泛應用於精密電子電器產品或精密設備; 高抗扭矩阻力;裝備方便,只需要壓鉚; 規格系列化,能滿足多種設計要求。
2.5壓鑄件螺絲柱

3.螺絲柱的基本設計原則
3.1塑膠類螺絲柱的設計
螺絲柱的作用:螺絲柱是用以裝配產品、及支撐承托其它零件之用。螺絲柱主要分為自攻螺絲柱和鑲螺母型螺絲柱。這些應用均要有足夠強度支持壓力而不致於破裂。
螺絲柱的設計在結構設計中是最常見的,但往往也是容易忽略的地方。設計的不當,容易引起打螺釘發白、爆裂、引發的縮水、滑牙、根部斷裂等等不良現象。
3.1.1自攻型螺絲柱
1)螺柱的尺寸問題
外徑和內徑的分配多少合適?螺柱與螺釘的配合尺寸怎麼給?還有插入件柱孔應如何設計?
塑膠螺絲柱參考尺寸.
D = 公稱直徑 X 外徑係數,
d = 公稱直徑 X 孔係數
S = 公稱直徑 X 螺紋深度係數.
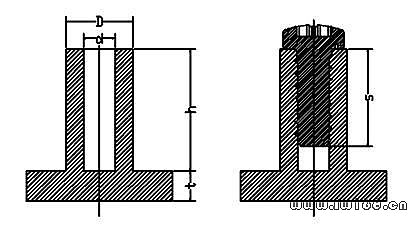
D表示螺絲柱外徑,d表示螺絲柱內徑(預孔),h表示螺絲柱的高度,t表示產品料厚,
s表示螺絲旋入螺絲柱的深度
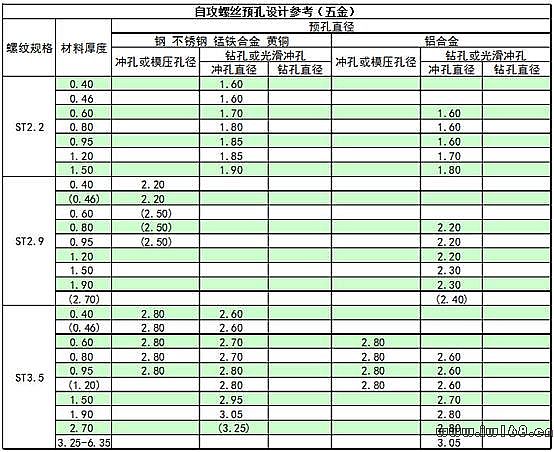
2)螺絲柱的內孔設計

下表推薦了不同尾部形狀的自攻牙螺絲用於不同五金材料的預孔參考值。因材料和加工方法不同,預孔值也必須相應改變。 (預孔尺寸的偏差為H12)
4)壓鑄件螺絲柱品質重點:
(1)螺絲柱的高度尺寸
(2)螺絲孔的孔徑
壓鑄件比塑膠硬度高得多,對螺絲孔的尺寸精度要求較高,過小容易滑牙,過大會導致螺絲難打進甚至會出現螺絲斷裂的現象。
對於壓鑄件的有噴油、電鍍等表面處理工藝的,我們更需嚴格把關,因為供應商通常在表面處理時沒對螺絲孔進行有效的防護措施,致使螺絲孔偏小。
(3)螺絲柱上的披鋒
壓鑄件是由壓鑄模高溫高壓鑄造出來的,因此螺絲柱上很容易產生披鋒,披鋒也往往對裝配產生很大的影響,所以來料檢驗時需控制好。