《畫法幾何及機械製圖》測繪指導書
1 目的要求
一、目的
通過集中測繪,對機械製圖課程的基礎知識,基本技能和國家標準等有關知識綜合運用,並能較全面地複習鞏固和提高。
二、要求
(一)對測繪對象應先對其作用、結構、性能進行分析,考慮好拆卸和裝配的方法和步驟。
(二)測繪零件時,除弄清每一個零件的形狀、結構、大小外,還要弄清零件間的相互關係,以便確定技術要求。
(三)在測繪過程中,應將所學知識進行綜合分析和應用,要求整個圖面應符合《國家標準 機械製圖》的有關規定:
1、畫出來的圖樣應投影正確,視圖表達得當;
2、尺寸標註應可能做到正確、完整、清晰、合理;
3、注寫必要的技術要求,包括表面粗糙度、尺寸公差、形位公差以及文字說明(粗糙度及尺寸公差數值根據零件的性能要求合理選定,形位公差以及文字說明注寫的內容參見本指導書第四部分);
4、對於標準件、常用件以及與其有關的零件或部分其尺寸及結構應查閱國家標準確定。
5、參照本指導書第三部分安排好進度,認真完成各階段任務。
三、測繪時間:
一周
2 分析圓柱齒輪減速器的結構和裝配關係
對測繪的一級直齒圓柱齒輪減速器作全面的了解和分析,並查閱有關資料(如減速器圖冊等),了解其用途、性能、工作原理、裝配關係和結構特點等。
一、一級直齒圓柱齒輪減速器的作用及工作原理
一級直齒圓柱齒輪減速器是通過一對直齒輪嚙合傳動而達到降低軸的轉速的作用。如果將小齒輪軸與電機連接,則大齒輪軸就減低了速度,並以此傳遞動力。
二、傳動路線
由於輸出軸(大齒輪軸)轉速下降,軸上扭矩就會增大,故輸出軸的直徑比輸入軸的直徑要大一些,兩軸頸選用的軸承直徑也不同,沿著這條傳動路線,動力由小齒輪軸輸入帶動大齒輪,並能過鍵連接將減低后的轉速傳到大齒輪軸輸出去。
三、裝配關係
軸通常是支承在軸承上,而軸承是裝配在機體中。此減速器的兩軸均只能轉動,而不允許沿軸向移動。因此,兩軸上裝配的齒輪(指大齒輪、定距環、擋油環、軸承內圈等均為端面接觸),並由軸承的外圈端面與悶蓋和透蓋頂緊后固定在機體上,而大齒輪是通過軸肩和定距環頂住從而軸向定位,這時主要由定距環調整齒輪軸向位置。
四、潤滑情況
1、各表面要求潤滑,以減少磨損,潤滑油裝在機體內。機體內油麵位置的確定,其用量約浸沒大齒輪1~3個輪齒。齒輪旋轉時將油帶起,引起油的飛濺和霧化,這不僅潤滑齒輪,還散布在軸承等各個潤滑部位,這是一種飛濺潤滑方式。
2、為了防止潤滑油滲漏出去,在一些零件上或零件間有起密封作用的結構和裝置。
① 兩個透蓋上的密封槽結構,是防止油沿軸的表面向外滲出(測繪時,應按國標查出其結構和尺寸進行繪圖,並填加密封圈。密封槽及密封圈的結構尺寸見本指導書第四部分)。
② 潤滑油要定期更換,臟油是通過箱體側面的油孔放出,平時用油塞堵住,為防止油漏出,油塞上應加密封圈。
③ 機蓋上開的窺視孔,用以觀察和加油。
④ 在箱蓋上裝置有通氣塞,以保持油腔內的大氣壓平衡。
3、機體和機蓋是通過螺栓、螺母、墊圈連接固定。
4、小齒輪軸上裝配的擋油環的作用是擋住過剩的潤滑油進入軸承內。
3 測繪進程安排
一、講課並拆畫非標準零件的零件草圖——8課時
二、修改草圖尺寸,並根據零件草圖初畫裝配圖——8課時
三、正式畫裝配圖——6課時
四、由裝配圖畫零件圖——7課時
五、小結及裝訂一級直齒圓柱齒輪減速器圖冊——1課時
序 號 | 階段內容 | 課時分配 | 備 注 |
1 | 講課、輔導 | 1.0天 |
|
2 | 拆卸裝配件 | 0.5天 |
|
3 | 繪製零件草圖 | 1天 |
|
4 | 繪製裝配圖 | 1天 |
|
5 | 繪製零件工作圖 | 1天 |
|
6 | 審查、裝訂、寫總結報告書 | 0.5天 |
|
4 測繪的具體要求及注意事項
一、測繪零件草圖
(一)弄清一級直齒圓柱齒輪減速器的工作原理和裝配關係后,進一步分析每個零件的作用、各零件間的相互關係以及結構形狀,然後按草圖的步驟畫出草圖。
(二)草圖應在坐標紙上完成。其內容應按零件的工作要求進行,徒手畫。每個零件不必畫出正規標題欄,只在相應位置畫一個簡明標題欄,其上需寫明該零件的名稱、材料、比例和數量。
(三)各零件圖的注意事項
1、機體和機蓋
(1)有關結構
本一級直齒圓柱齒輪減速器採用剖分結構,用螺栓將機體與機蓋聯成一個整體,故在剖分面四周有凸緣,以裝配螺栓用,在與螺栓和墊片的接觸應鍃平;為了提高機體在軸承附近的聯接剛度,在兩個軸承孔的兩端有凸台,以裝配螺栓聯接。畫圖時要用形體分析法,圓錐面、斜平面與圓錐相貫應找出特殊點。零件凸台上下有加強肋,也是為了提高軸承孔的剛度,測繪時應注意作出其拔模斜度。
左、右兩個定位銷孔,是保證箱體和箱蓋聯接時的位置正確。在加工軸孔前,裝好定位銷進行鏜孔。為了保證精度,其定位尺寸應與螺栓的定位尺寸分開。
箱體結合面四周開有油槽,並將箱蓋的內壁做成斜面,這樣當潤滑油由齒輪甩至機壁上后便可以沿斜面流入槽中進入軸承回到油池,而油溝經銑削加工而成。
箱體下部的六個孔是安裝地腳螺釘用,接觸面應刮平。
(2)箱體和箱蓋的材料:HT200。
(3)技術要求:(凡屬尺寸公差和形位公差等應標註在圖中,文字部分在適當位置另外寫出)
① 軸承孔和接觸面粗加工後進行時效處理;
② 對裝輸入軸和輸出軸的軸孔的形位公差要求如下:
A. 兩軸承孔中心線的平行度為0.05mm。
B. 各軸孔外端面對軸線的垂直度為0.1mm。
C. 前後軸承孔軸線的同軸度為φ0.02mm。
D. 各軸承孔的圓柱度不大於其直徑公差的一半。
E. 各軸承孔的配合精度可選7級精度。
F. 兩軸承中必距公差為±0.06mm ,在裝配圖上的綜合公差注±0.09mm 。
G. 機體不允許漏油。
2、齒輪
(1)有關結構
小齒輪部分的計算及結構同大齒輪。
齒輪的測繪:
① 不論大小齒輪測繪時首先應數出其齒數Z;
② 測量出齒輪的齒頂圓直徑 :當齒數是偶數時。可用遊標卡尺直接量出
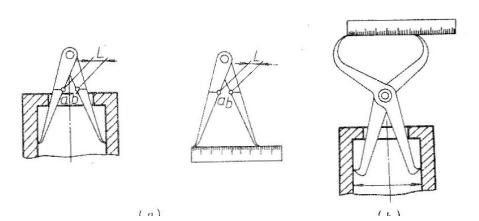
:當齒數是偶數時。可用遊標卡尺直接量出 ;若為奇數齒時,可參照圖1所示方法量出
;若為奇數齒時,可參照圖1所示方法量出 ;
;
③ 計算模數m:根據公式 求出模數后,從標準模數(GB1357-1987)中選取相近似的數值,即使模數 m標準化;
求出模數后,從標準模數(GB1357-1987)中選取相近似的數值,即使模數 m標準化;
④ 根據模數m和齒數Z和有關公式,重新計算出齒頂圓,齒根圓和分度圓的直徑及其它尺寸;
⑤ 測量出其它各部分的結構尺寸;
⑥ 經整理加工后,繪出工作圖。
大齒輪鍵及鍵槽結構、尺寸必須根據軸徑的大小查閱有關國家標準(GB1059-1979)確定。
(2)齒輪的材料:45鋼
(3)技術要求:
① 齒輪的製造精度,按“級8-7-7DC”;
② 齒輪輪彀兩基準端面對軸線的圓跳動為0.03mm ;
③ 齒輪頂圓對軸孔軸線圓跳動為0.025mm;
④ 齒輪軸孔的圓柱度為0.018mm;
⑤ 鍵槽兩側面對軸線的對稱度為0.08mm ;
⑥ 鍵槽公差按鍵聯接的公差表選定。
3、軸
(1)有關結構
軸上的鍵及鍵槽結構、尺寸必須根據軸徑的大小查閱有關國家標準(GB1059-1979)確定。
(2)軸的材料:45鋼
(3)技術要求:
① 有裝配關係的各軸頸對軸頸軸心線的圓跳動為0.02mm;
② 兩個軸承端面對軸線的圓跳動為0.02mm;
③ 軸上鍵槽的兩側面對該軸頸軸線的對稱度為0.08mm;
④ 各裝軸承的軸頸圓柱度為0.08mm。
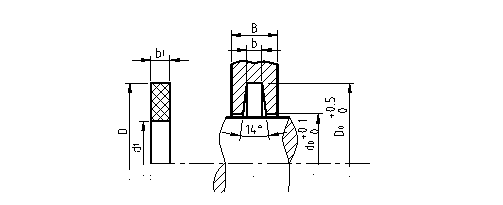
4、透蓋和悶蓋
(1)有關結構
A. 透蓋和悶蓋裝在箱體和箱蓋的軸承孔內,其兩端頂住軸承外圈端面,其內壁斜度為1:20,並應開槽,使潤滑油經機體結合面上的溝槽流入軸承內。槽應有定位尺寸,其寬度和深度可均為4mm。
透蓋和悶蓋裝在箱體和箱蓋的軸承孔內,其兩端頂住軸承外圈端面,其內壁斜度為1:20,並應開槽,使潤滑油經機體結合面上的溝槽流入軸承內。槽應有定位尺寸,其寬度和深度可均為4mm。
B.透蓋內孔的密封為氈封圈密封,該氈封圈及槽密封裝置的結構、尺寸按圖2及表1的結構形式畫出。
| ||
|
| |

表1
軸徑 d | 氈封圈 | 槽 | ||||||
D | d1 | b1 | D0 | d0 | b | B | ||
鋼 | 錛鐵 | |||||||
15 20 | 29 33 | 14 19 | 6 | 28 32 | 16 21 | 5 | 10 | 12 |
25 30 35 40 | 39 45 49 53 | 24 29 34 39 | 7 | 38 44 48 52 | 26 31 36 41 | 6 | 12 | 15 |
45 50 | 61 69 | 44 49 | 8 | 60 68 | 46 51 | 7 | 12 | 15 |
(2)材料:HT150
(3)技術要求:根據零件本身作用自己擬定。
5、調整墊片
(1)有關結構
上面介紹了兩根軸的軸向定位,最後裝配靠兩端部的透蓋、悶蓋與箱機體凸台定位,故兩端有1mm作調整余量,以滿足裝配圖的技術要求,軸向間隙為0.05~0.1。
(2)材料:HT150
6、視孔蓋
材料:有機玻璃
7、通氣塞和油塞
本一級直齒圓柱齒輪減速器採用“簡單式通氣器”和“六角螺塞”,其結構應參照零件手冊上的標準形狀,並根據測量結果重新設計畫出零件圖(因為標準上沒有這樣小的尺寸)。
(2)材料均為Q235。
8、軸承
(1)有關結構
直齒圓柱齒輪傳動主要是承受徑向力,可選用“單列向心球軸承”。由於軸承的內孔與軸選用的過渡配合,為了避免損壞零件,測繪時不要拆卸,其尺寸可根據軸頸尺寸查閱有關標準(輸入軸軸承內徑為φ20,輸出軸軸承內徑為φ25)。在裝配圖中畫軸承時尺寸參考《機械製圖》常用滾動軸承畫法。
(2)技術要求:
在注寫尺寸時特別應注意,對於軸承內圈與軸的配合應選用基孔制優先常用配合;而對於軸承外圈與機體的配合應選用基軸制優先常用間隙配合。
9、油標
(1)有關結構
該結構是作測量機體內油位高低用的。本一級直齒圓柱齒輪減速器採用的油標由三部分組成:油位面端蓋、油位面板和油位片。
(2)材料
油位面端蓋及油位片:HT150
油位面板:有機玻璃
一、畫裝配圖草圖
裝配圖草圖是根據零件草圖依次徒手畫出,主要按裝配內容要求畫底稿圖,故畫圖的尺寸不作要求,主要將裝配結構、裝配關係、視圖表達和零件編號等表達清楚,發現不合理不恰當,可隨時修改,以作為畫裝配工作圖的依據。
三、畫裝配工作圖
裝配工作圖是根據修改定稿后的裝配草圖來畫,畫圖前應反覆核對裝配草圖的方案,然後按畫裝配圖的步驟進行,這時應以零件的草圖的尺寸為出發點,但在作圖過程中發現草圖、測量時的尺寸或結構上的尺寸不合理或錯誤時,就應根據裝配圖的要求,對零件草圖進行修改。
1. 減速器的視圖表達及必要的尺寸標註必須符合同家標準;
2. 減速器的技術要求:
(1)嚙合的最小側隙為 ;
;
(2)嚙合面的接觸斑點沿齒高不小於45%,沿齒長不小於70%;
(3)軸承的軸向間隙為0.05~0.1。
(4)減速器空載試驗時,高速軸轉速為500~1000轉/分,正反轉各一小時,試驗時轉速應平穩,響聲應均勻,在各個聯接處與密封處不得有漏油現象;
(5)按JB1130-70規定進行負荷試驗,試驗時油池溫度不得超過35℃,軸承溫度不得超過40℃。
3. 裝配圖的標題欄和明線表:
標題欄和明線表按教材格式給出。
四、 畫零件工作圖:
零件工作圖是根據零件草圖抄正畫出,除標準件外,全部零件都應畫成零件工作圖。根據零件大小選擇圖紙大小,且每張圖紙只能畫一個零件(最小圖幅為A4)。
五、圖紙的裝訂:
全套圖紙應裝訂成冊,圖冊以A4圖紙立放為宜,各號圖紙的摺疊方法見標準圖冊,注意必須將每張圖的標題欄置於外則。自己設計好封面,封面上須寫明該圖冊名稱,指導教師姓名,學生姓名,學號、測繪日期等。
附錄
一 常用量具
測量尺寸要合理使用量具,並要注意正確使用量具。例如測量非加工面尺寸時,選用卡鉗和鋼尺;測量加工表面的尺寸時,選用遊標卡尺、分厘卡或其它適當的測量工具。這樣既保證了測量的精度,又維護了精密量具的使用壽命。
對於某些用現有量具不能直接量得的尺寸,要善於根據零件的結構特點,考慮採用比較準確而又簡便的測量方法。
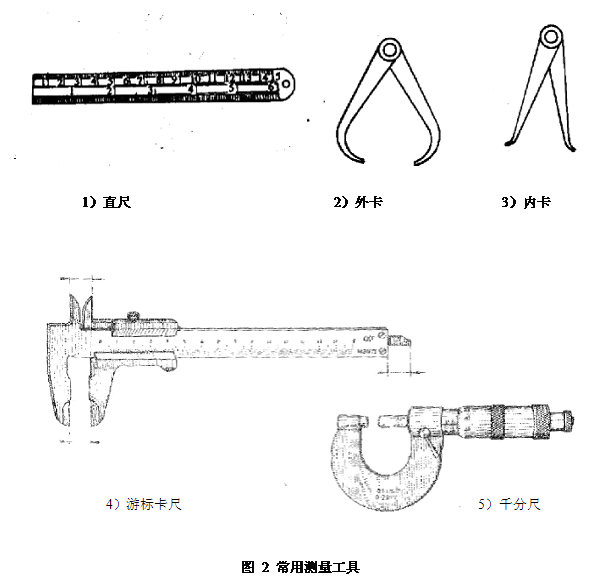 有的重要尺寸,還要通過計算,如兩齒輪嚙合中心距。對零件的鍵槽、退刀槽、孔深等標準結構的尺寸,應查閱有關標準確定。
有的重要尺寸,還要通過計算,如兩齒輪嚙合中心距。對零件的鍵槽、退刀槽、孔深等標準結構的尺寸,應查閱有關標準確定。
附錄二 測量零件的常用方法
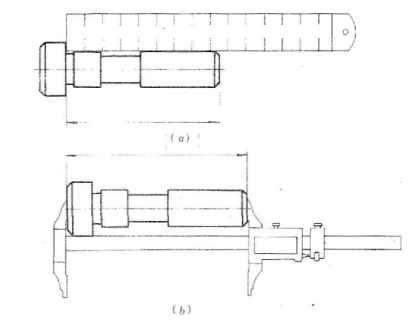
1、測量直線
2、測量迴轉面直徑
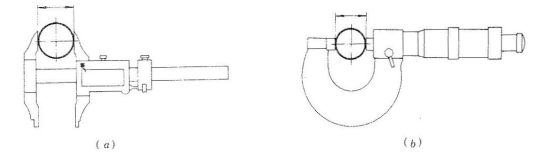
3、測量階梯孔直徑
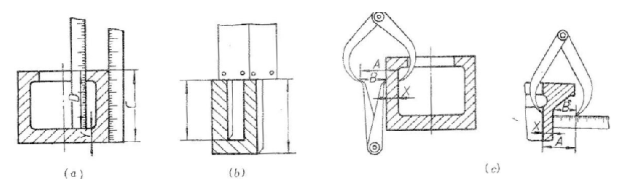
4、測量壁厚
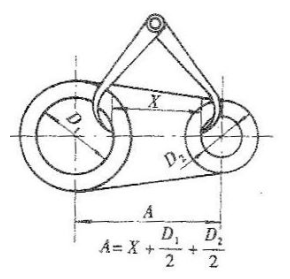
5、測量孔間距
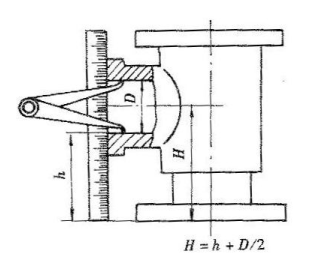
6、測量中心高
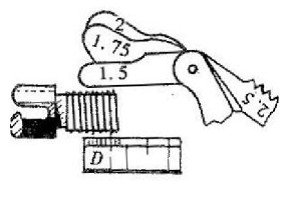
7、測量螺距 ——螺紋規
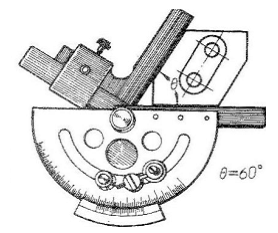
8、測量角度
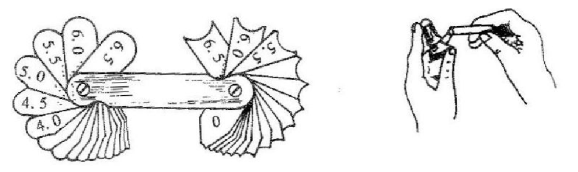
9、測量圓角——圓角規
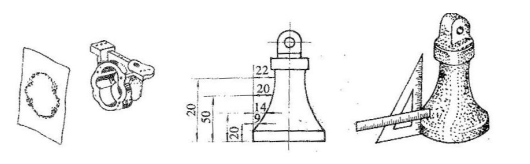
10、測量曲面
(完)