機械製圖是用圖樣確切表示機械的結構形狀、尺寸大小、工作原理和技術要求的學科。圖樣由圖形、符號、文字和數字等組成,是表達設計意圖和製造要求以及交流經驗的技術文件,被稱為工程界的語言。機械圖樣主要有零件圖和裝配圖,此外還有布置圖、示意圖和軸測圖等。常用的表達機械結構形狀的圖形有視圖、剖視圖和剖面圖等。機械製圖標準對其中的螺紋、齒輪、花鍵和彈簧等結構或零件的畫法有獨立的標準。圖樣是依照機件的結構形狀和尺寸大小按適當比例繪製的,在利用圖樣製造機件時,必須按照圖樣中標註的尺寸數字進行加工,才可以加工出符合設計要求的機件。
1.1 機械製圖的基本知識
工程圖樣是現代工業製造過程中的重要技術文件之一,用來指導生產和進行技術交流且具有嚴格的規範性重要依據。掌握製圖的基礎知識,可為以後看圖、繪圖打好堅實的基礎。為了正確地繪製和閱讀機械圖樣,必須了解有關機械製圖的規定。國家《技術製圖》和《機械製圖》是工程製圖重要的技術基礎標準,國家標準對有關內容做出了規定,如圖紙規格,圖樣常用的比例,圖線及其含義,圖樣中常用的數字、字母等。
1.圖幅、圖框和標題欄
為了便於圖紙的技術交流以及後續工作的進行,在UG NX中繪製的圖形一般都要以圖紙的形式列印輸出,並且在輸出圖形之前,都需要使用相應的線型繪製出圖紙的圖框以及標題欄等 內容。
“ 圖紙圖幅
圖紙的寬度(B)和長度(L)組成的圖面稱為圖紙幅面。按國家有關規定,繪製技術圖樣時應優先使用國家規定的5種基本圖幅,如表1-1所示。必要時也可以按規定加長幅面,但應按基本幅面的短邊整數倍增加。
表1-1 圖紙基本幅面及圖框尺寸
幅面代號 | A0 | A1 | A2 | A3 | A4 |
B×L | 841×1189 | 594×841 | 420×594 | 297×420 | 210×297 |
e | 20 | 10 | |||
c | 10 | 5 | |||
a | 25 | ||||
|
| ||||
“ 圖框格式
在繪製圖形時,必須用粗實線畫出圖框,細實線畫出圖紙界限。圖框有留有裝訂邊和不留裝訂邊兩種格式,如圖1-1所示,其中具體尺寸按表1-1規定畫出。需要注意的是,同一產品中所有圖樣均採用統一格式。
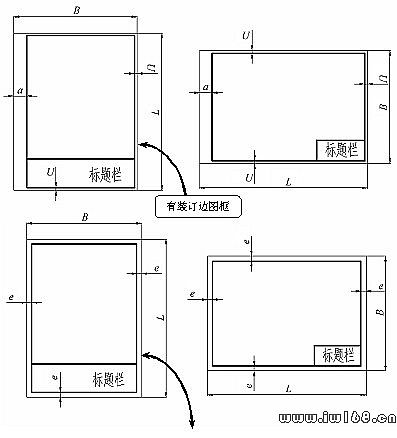
圖1-1 圖框的兩種格式
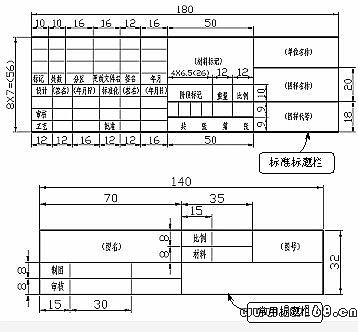
“ 標題欄
為了繪製出的圖樣便於管理及查閱,每張圖都必須添加標題欄。通常標題欄應位於圖框的右下角,並且看圖方嚮應與標題欄的方向一致。《技術製圖標題欄》規定了兩種標題欄的格式,如圖1-2所示。其中前一種為推薦使用的國標格式,但實際的製圖作業中常採用后種格式。
2.比例
比例是指圖樣中圖形與其實物相應要素的線性尺寸之比。繪製圖樣時,應儘可能按機件實際大小採用1?1的比例畫出。比例繪製圖樣時,應由表1-2規定的系列中選取適當的比例,無論縮小或放大,在圖樣中標註的尺寸均為機件的實際大小,而與比例無關。繪製圖樣時,對於選用的比例應在標題欄比例一欄中註明。
表1-2 比例係數
種類 | 比例 |
原值比例(比值為1) | 1?1 |
放大比例(比值大於1) | 5?1 2?1 5×10n?1 2×10n?1 1×10n?1 |
縮小比例(比值小於1) | 1?2 1?5 1?10 1?(2×10n) 1?(5×10n) 1?(10×10n) |
特殊放大比例 | 4?1 2.5?1 4×10n?1 2.5×10n?1 |
特殊縮小比例 | 1?1.5 1?2.5 1?3 1?4 1?6 1?(11.5×10n) 1?(2.5×10n) 1?(3×10n) 1?(4×10n) 1?(6×10n) |
|
|
註:n為整數。
3.字體
國家標準《技術製圖》字體中規定了漢字、字母和數字的結構形式。書寫字體的基本要求如下。
“ 圖樣中書寫的漢字、數字、字母必須做到字體端正、筆畫清楚、排列整齊、間隔 均勻。
“ 字體的大小以號數表示,字體的號數就是字體的高度(單位為mm),字體高度(用h表示)的公稱尺寸系列為:1.8、2.5、3.5、5、7、10、14、20。如需要書寫更大的字,其字體高度應按比例遞增。用作指數、分數、註腳和尺寸偏差的數值,一般採用小一號字體。
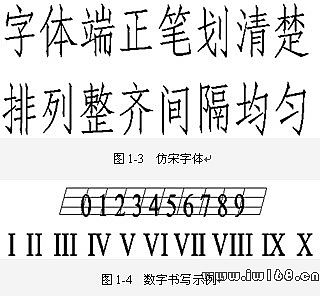
“ 漢字應寫成長仿宋體字,並應採用中華人民共和國國務院正式推行的《漢字簡化方案》中規定的簡化字。長仿宋體字的書寫要領是:橫平豎直、注意起落、結構均勻、填滿方格。漢字的高度h不應小於3.5mm,其字寬一般為 ,如圖1-3所示。
,如圖1-3所示。
“ 字母和數字分為A型和B型,字體的筆畫寬度用d表示。A型字體的筆畫寬度d=h/14,B型字體的筆畫寬度d=h/10。並且字母和數字可寫成斜體和直體,如圖1-4所示。
“ 斜體字字頭向右傾斜,與水平基準線成75°。繪圖時,一般用B型斜體字。在同一圖樣上,只允許選用一種字體。
4.圖線
繪製視圖時,為了使視圖儘可能真實、直觀地反映物體的大小及形狀,國家除了規定製圖標準以外,又制定了一些圖線繪製的原則,具體內容如下。
“ 在同一圖樣中,同類圖線的寬度應基本一致,虛線、點劃線及雙點劃線的長度和間隔應大致相等。
“ 兩條平行線之間的最小距離不得小於0.7mm,除非另有規定。
“ 繪製圓的對稱中心線時,圓心應為長划的交點,細點劃線和細雙點劃線的首末兩端應是長划而不是點,細點劃線應超出圖形輪廓2~5mm。當圖形較小難以繪製細點劃線時,可用細實線代替細點劃線。
“ 當不同圖線互相重疊時,應按粗實線、細虛線、細點劃線的先後順序只繪製前面一種圖線。細點劃線和虛線與粗實線、虛線、細點劃線相交時,都應在線段處相交,不應在空隙處相交。
“ 虛線圓弧與實線相切時,虛線圓弧應留出空隙。虛線圓弧與虛線直線相切時,虛線圓弧的線段應繪製倒切點,虛線直線留出空隙。當虛線是粗實線的延長線時,粗實線應繪製到分界點,而虛線應留有空隙。
在繪製圖形時,不同部位的輪廓線應採用不同類型的圖線進行表示。國家標準規定了15種基本線型的變形,繪製圖樣時,應採用標準中規定的圖線。機械圖樣中常用的線型名稱、形式、圖線及其應用如表1-3所示。
表1-3 線型名稱、形式、寬度及應用
線型名稱 | 線型形式、線型寬度 | 一般應用 |
粗實線 |
寬度:d≈0.5~2mm | 可見輪廓線、可見過渡線 |
細實線 |
寬度:d/4 | 尺寸線、尺寸界限、剖麵線、重合斷面的輪廓線、輔助線、引出線、螺紋牙底線及齒輪的齒根線 |
細虛線 |
寬度:d/4 | 不可見輪廓線、不可見過渡線 |
細點劃線 |
寬度:d/4 | 軸線、對稱中心線、軌跡線、節圓及節線 |
細雙點劃線 |
寬度:d/4 | 極限位置的輪廓線、相鄰輔助零件的輪廓線、假想投影輪廓線的中斷線 |
波浪線 |
寬度:d/4 | 機件斷裂處的邊界線、視圖與局部視圖的分界線 |
細雙摺線 |
寬度:d/4 | 斷裂處的分界線 |
粗點劃線 |
寬度:d | 有特殊要求的線或表面的表示線 |
|
|
|
繪製圖樣時需要注意,同一圖樣中同類圖線的寬度應基本一致;兩條平行線之間的距離不應小於粗實線寬度的2倍;繪製圓形的中心線時,圓心處應為線段的交點,而不應在短划或間斷處相交;當虛線與虛線相交時,應畫成短划與短划相交。
5.尺寸標註
圖形只能表示機件的形狀,而機件上各部分大小和相對位置則必須由圖上所標註的尺寸來確定。圖樣中的尺寸是加工機件的依據。標註尺寸時,必須認真細緻,盡量避免遺漏或錯誤,否則將會給加工生產帶來困難和損失。
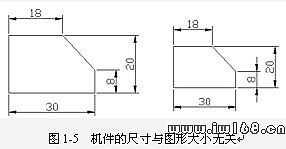
“ 線條類標註
機械圖中的尺寸是由尺寸界線、尺寸線、箭頭和尺寸數字組成的。為了將圖樣中的尺寸標註得清晰、正確,需要注意:機件的真實大小應以圖樣所標註的尺寸數字為依據,與圖形的大小及繪圖的準確度無關,如圖1-5所示;圖樣中的尺寸以mm為單位時,不需標註計量單位的代號或名稱,如採用其他單位,則必須註明相應計量單位的代號或名稱;圖樣中所標註的尺寸為該機件的最後完工尺寸,否則應另加說明;機件的每一尺寸一般只標註一次,並標註在反映該結構最清晰的圖 形上。
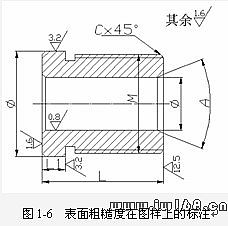
“ 表面粗糙度標註
零件經過機械加工后的表面會留有許多高低不平的凸峰和凹谷。零件加工表面上具有的較小間距和峰谷所組成的這種微觀幾何形狀特性,稱為表面粗糙度。表面粗糙度在圖樣上的標註如圖1-6所示。
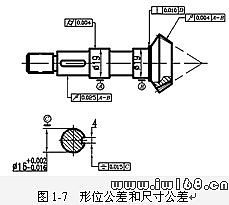
“ 尺寸公差和形位公差
零件圖中除了視圖和尺寸之外,還應具備加工和檢驗零件的技術要求,這就需要在設計零件時確定零件中主要位置的尺寸公差範圍和形位公差範圍,從而保證加工的零件這些尺寸在兩公差之內,如圖1-7所示。