前言:葉輪在目前的很多行業中得到了廣泛的應用,由於葉輪屬於動力元件,他的成型技術往往影響到所設計產品的性能,所以葉輪也往往被列為關鍵件。葉輪的曲面特點往往要求多軸數控加工,這樣就提高了加工成本。本文利用Edge CAM生成三軸數控銑削葉輪葉片的數控代碼,降低了一類葉片的加工成本。同時,給此類閉角型面的加工提供了一個新的思路。
一、問題的提出
如圖1所示的葉輪葉片,採用普通的三軸數控加工方法一些困難,關鍵是在加工葉片底部時存在頂部干涉現象。如果採用第四軸旋轉的方法可以將其加工出來,但是這勢必要提高機床的配置,有些機床本身不具有添加第四軸的可能性,那麼比較可行的方法是利用Edge CAM生成的數控代碼,同時配合T形刀具進行加工,那麼該葉片就可以加工出來了。

圖1 待加工葉片模型
二、操作步驟
1) 點擊Edge CAM設計模式中主菜單「文件」下「插入文件」,將葉片的三維模型導入到Edge CAM環境中,同時添加機床夾具,以觀察干涉現象是否發生。注意此時的CPL平面的選擇,Z軸垂直與機床工作台,如圖2所示。
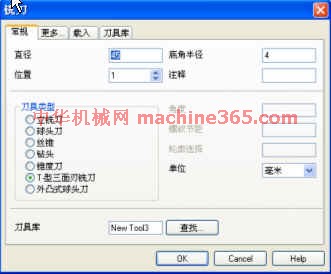
圖2 葉片在Edge CAM下的裝夾情況
2) 根據實際情況添加加工毛坯(圖3),將毛坯的三維模型插入,或者點擊主菜單「建模」下「毛坯 /夾具」,自動選擇一個立方體作為葉片曲面部分的毛坯(注意點擊確定后選擇葉片實體才能生成可用的毛坯)。
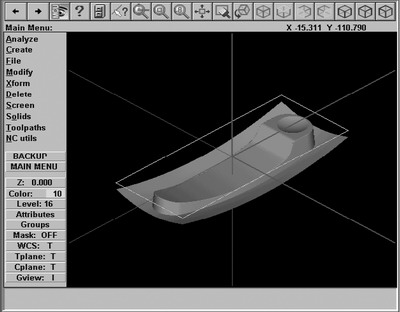
圖3 毛坯的建模
3) 進入加工模式下,選擇刀具,如圖4選擇一把T型三面刃銑刀,注意在「更多」下面填入刀具所能夠進行底切的距離(如圖5,沒有該項數據,系統將不能進行底切計算),按實際尺寸配置刀具及其在數控機床中的位置。
圖4 刀具參數輸入
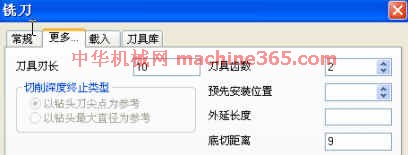
圖5 刀具底切距離參數
4) 點擊主菜單「銑削加工」下「輪廓銑」,進入「輪廓銑」參數設置環境。注意將曲面加工(或實體)和底切功能選中(圖6,只有選擇了T型三面刃銑刀或外凸式球頭刀該項才被激活)。根據葉片Z向的尺寸分別設置接近平面、基準平面和切削深度。

圖6 輪廓銑參數設置
5) 參數設置完成後點擊確定,然後在圖形工作區單擊滑鼠左鍵選擇葉片曲面,點擊右鍵選擇結束。刀具路徑自動生成(圖7)。
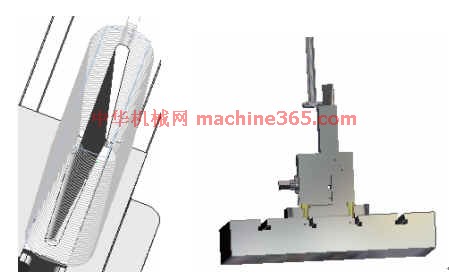
圖7 刀具路徑圖
圖8 模擬加工情況
6) 點擊進入模擬環境,觀察實際的走刀情況和加工出來的零件效果(圖8)。
7) 點擊生成數控代碼,傳入機床進行實際的加工。
三 與多軸加工的比較
此種加工方法與常見的5軸聯動或四軸聯動加工方法相比較,具有各自的優缺點,下面我們就來比較一下。
首先,底切方式加工對刀具要求比較高,一般情況下可以選中三面刃的立銑刀、反錐度刀或是圓頭立銑刀(棒棒糖式的大頭槌刀);目的是避讓已加工的型面;而採用多軸加工,可以使用普通的球頭刀。相比之下,刀具成本比較高。
其次,受零件形狀影響比較大;葉片扭曲的角度不宜太大,被加工葉片的高度也受刀具的長度限制。
此外,編程時對軟體環境要求比較高,不是所有的軟體都可以完成此類的加工。
底切加工雖然有以上一些局限性,但是,在實際的生產中,也可以給我們帶來一些意想不到的好處。首先它解決了一個三坐標加工閉角型面的工藝問題,此類問題不僅局限在上面所講述的葉片加工,許多類似的三坐標無法加工的帶有閉角的型面都可以採用此方法加工。此方法有效地利用現有三坐標設備加工出多坐標設備才能加工出來的零件,雖然刀具成本相對較高,但是相比新購買一個多軸聯動的設備來說節省了很多資金,而且很快能見到效益;其次,加工型面的質量完全可以與多軸加工相媲美。在多軸加工加工條件下,一般是選擇球頭刀行切的方法加工,刀具與加工后形成的被加工表面屬於點接觸類型;而底切加工方法,只要刀具選擇合適,刀具與加工后形成的被加工表面也屬於點接觸類型,因此,表面質量基本相同。此外從加工效率上看,由於此類加工的刀具直徑一般比較大(如果刀具直徑小,影響底切距離;),在條件允許的前提下,可以一次加工到位,無須進行粗加工,因此節省了加工時間。
四 結束語
本文通過採用EdgeCAM中的一種輪廓銑功能,解決了一類葉輪葉片的三軸銑削問題。同時,對於其他一些有閉角的型面也可以採用類似的加工方法,從而擴大了三座坐標數控設備的應用領域和範疇,提高此類設備的使用價值。