中控作為國內著名自動化產品供應商,已經為多家垃圾焚燒發電企業從控制層到管理層提供了完整的解決方案,包括垃圾進廠計量,垃圾預處理,垃圾焚燒爐,汽機監控,廠用電與電氣系統監控,尾氣處理及生產管理環節等,實現了對整個生產過程數據採集、調節控制、順序控制、聯鎖保護、歷史數據採集、記錄、列印,過程優化等功能;同時WebField 系列DCS控制系統利用多種標準的軟硬體介面可方便快捷的實現與第三方PLC、智能設備的無縫連接,實現垃圾發電企業在生產流程的各個環節實現自動化與信息化。
目前垃圾焚燒主要是有採用三種爐型:爐排式垃圾焚燒爐、流化床垃圾焚燒爐、迴轉窯焚燒爐。其中爐排式垃圾焚燒爐與流化床垃圾焚燒爐主要用於處理城市生活垃圾,而迴轉窯焚燒爐則主要用於處理醫療垃圾與有毒的工業廢棄物,不配置汽輪發電機,控制系統相對簡單,在這裡就不詳細介紹。
二、爐排式垃圾焚燒爐解決方案
典型的爐排式垃圾焚燒爐主要有垃圾輸送與灰渣系統、風煙系統、汽水系統組成。
2.1 爐排垃圾焚燒爐的控制方案
由於爐排垃圾焚燒爐燃料的特殊性,決定它特有的工藝流程與系統結構,所以在控制方案方面與燃燒其它燃料的鍋爐相比有著很大的差別,主要表現在爐膛溫度控制、負荷控制、滲濾液回噴流量控制等控制系統上。
爐膛溫度控制
中控對爐排垃圾爐的爐膛溫度控制是分兩個階段實現的,第一階段是機組啟動階段,沒有投垃圾,靠啟動燃燒器(無啟動燃燒的由輔助燃燒器完成)將爐膛升溫達到「850℃/2S」標準。在爐膛溫度未達標準之前垃圾給料門是關閉的。當爐膛溫度達到標準后,給料門自動打開,開始投料,隨著投料量的加大,垃圾燃燒負荷增加,啟動燃燒器在燃燒器管理模塊的控制下逐漸減少負荷,最後依次關閉,完全由垃圾提供的熱量來維持爐內溫度。此時進入第二階段,在這一階段即要保證爐膛溫度達到「850℃/2S」標準;又要滿足外界負荷的要求,需根據鍋爐負荷的變化(主蒸汽流量的變化)通過計算不斷的修正爐膛溫度設定值「T2S」。當垃圾提供的熱量不能滿足「T2S」時,燃燒器管理模塊決定是否起動輔助燃燒,並對其進行負荷分配。
中控的控制方案通過對垃圾熱值的實時計算以及所涉及的風量蒸汽量計算,計算出垃圾給料機的平均給料速度、等待時間,同時計算出爐排的運動速度,送給液壓系統來控制垃圾給料機與爐排的運動,這種模擬量與開關量相結合的方法,很好的克服了由於垃圾熱值變化而引起的燃燒不穩定。中控在國內率先實現了採用DCS對爐排垃圾焚燒爐的給料系統與爐排驅動系統自動控制,掌握了此類垃圾爐自動控制的核心技術。
滲濾液回噴流量控制
垃圾焚燒廠大多採用滲濾液回噴入爐膛內通過燃燒來處理,因此滲濾液迴流量對爐膛溫度影響很大,必須根據燃燒情況對滲濾液量進行適當調整。中控根據國外經驗並結合國內實際情況開發了滲濾液控制模塊,可對滲濾液迴流量進行可靠控制。
石灰漿流量與濃度控制
為了使煙氣排放達到國家環保要求,中控根據煙氣成分及布袋除塵器入口溫度,通過計算實現了對石灰漿的流量及濃度的控制。
2.2 爐排垃圾爐控制方案的典型應用
重慶同興垃圾電廠採用法國阿爾斯通公司(ALSTOM)逆推式爐排焚燒技術,是目前國內採用該技術最大的垃圾焚燒項目之一。一期工程為二條600t/d的焚燒線,配兩台12MW純凝汽輪發電機組,日處理垃圾量最大可達1260噸。該廠的控制系統採用的是中控的WebField ECS-100系統,來實現生產過程狀態監視、運行操作、過程式控制制、事件報警、聯鎖保護等功能,並負責與各個子系統的PLC通訊。
控制系統由五台操作站、一台工程師站,兩台通訊站、五台過程式控制制站組成,設計I/O點數為1992點,系統實際容量為2200點。系統投運以後,運行穩定,為用戶創造了巨大的經濟效益。
三、循環流化床垃圾焚燒爐控制方案
典型的循環流化床垃圾焚燒爐工藝流程與爐排垃圾爐相似,只是增加了垃圾預處理系統與冷渣系統,主要由垃圾輸送與灰渣系統、風煙系統、汽水系統組成。
3.1 循環流化床垃圾焚燒爐控制方案
爐膛溫度控制
在鍋爐起動階段由於不投垃圾,不存在850℃/2S控制要求;當垃圾投入后以焚燒垃圾為主,煤量就可以根據爐膛溫度逐步減少,作為輔助燃燒參與爐膛溫度的調整,此控制方案充分體現了垃圾焚燒爐的特點與設計意圖。中控通過對爐膛出口煙溫及其變化率的計算,由給煤機管理模塊來實現對爐膛溫度的控制。
負荷控制
中控採用PID模塊與垃圾-煤比例分配模塊相結合,通過對垃圾與煤同時調整來實現鍋爐負荷的控制。
循環流化床垃圾焚燒爐床溫控制
循環流化床垃圾焚燒爐所燃燒的煤一般為劣質煤,同時垃圾的熱值也比較低,所以床溫一般不會太高,可以通過調整一二次風的配比建立專家規則庫來控制床溫。
循環流化床垃圾焚燒爐二氧化硫排放控制
循環流化床垃圾焚燒爐二氧化硫的排放量是通過石灰石給料調節系統來實現,二氧化硫測量值與給定值一起送入主調節器進行PID運算,計算結果作為石灰石PID控制迴路的設定值。
3.2?循環流化床垃圾爐控制方案的典型應用
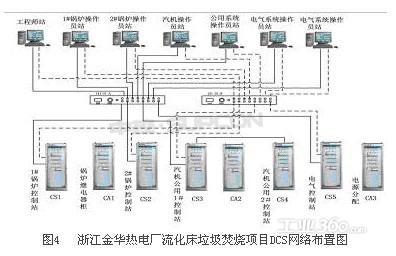
浙江金華熱電廠共建台異重循環流化床垃圾焚燒鍋爐、套尾氣處理系統,配置套抽凝式汽輪發電機組,總的垃圾處理能力為日處理垃圾。其中垃圾焚燒爐採用浙江大學熱能工程研究所開發設計的異重循環流化床垃圾焚燒鍋爐(示意圖見圖)。系統選用中控的-控制系統,以實現兩台流化床垃圾焚燒鍋爐+×汽輪發電機組控制項目中現場過程數據採集、監控、控制等功能。