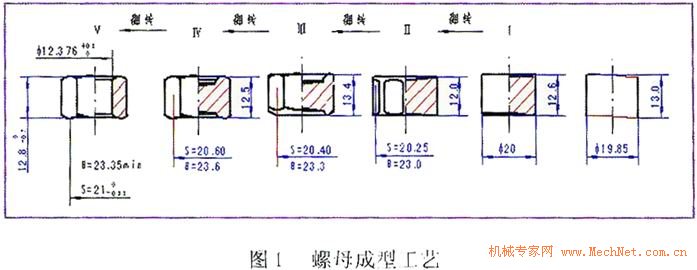
對螺母五工位大料小變形工藝四序上沖頭的非正常失效形式及原因進行了初步的分析探討並提出了改進措施。 德國國民公司M16CS2CNF螺母成機生產螺母採用五工位大料小變形工藝,夾鉗具有翻轉功能。在生產中四序成形上沖頭損壞嚴重,壽命最低時僅為2~3件左右,生產成本及效率極低。 具體成形工藝如圖1(以M14規格標準螺母為例):
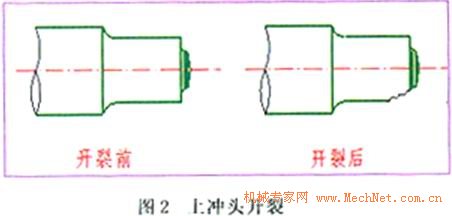
原材料經過切料—整平—整形—預成形—成形—沖孔等工序形成螺母坯料,由於採用大料小變形工藝,原材料直徑為0.95S(S為螺母對邊尺寸)。 在第四序成形過程中,成形上沖頭容易開裂,具體開裂形式如圖2。
模具材料:W6Mo5Cr4V2 硬度:59~61HRC 模具所能承受的應力為180~220Kg/mm2 沖頭所受應力p=C?δm① 式中:C—約束係數,閉式模鍛取3~5δm一平均變形抗力,產品材料為ML20,由於變形較小 故δm≈δb=42Kg/mm2 ∴P=126~210Kg/ mm2 從以上計算來看,此受力大小在模具的許用應力範圍內,因此模具的失效不應為受力守大所造成。 通過分析認為,造成模具失效主要有以下幾個方面: 1、模具設計及製造
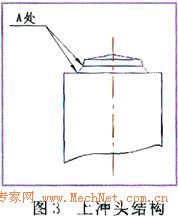
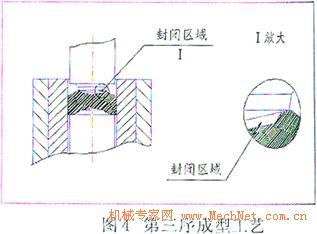
如圖3,在A處,倒角Фd與平面接合無圓弧R過渡,造成應力集中,在成形過程中此處受到高頻次的拉、壓交變應力作用,極易由於疲勞產生微裂紋,最終裂紋擴展造成斷裂。 再者,在製造中此處是在普通車床進行車削加工而成,由於普通車床的加工特性,在加工此處時,車刀的刀尖或多或少會產生一些抖動,這樣就會在此處造成微裂紋,經過拋光后裂紋依然存在,熱處理時裂紋由外向里縱向發展,此種模具在使用中壽命極短。 2、工藝設計 此沖頭對第三序成形后的毛坯進行再次成形以達到產品的尺寸要求,由於三序成形尺寸不合理會出現如圖4所示的形式。
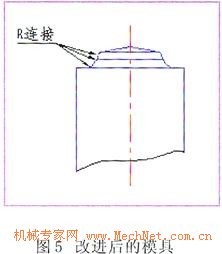
沖頭接觸到毛坯後會在沖頭端面及毛坯的凹穴形成封閉的區域,在此區域中存在潤滑油及空氣,當沖頭下行時空氣與潤滑油被壓縮,產生很大的壓力,形成氣爆和油爆,又由於沖頭行程很快(120次/分),沖頭受此高頻次的壓力作用,很容易在最薄弱處產生微裂紋,隨著裂紋的擴展,最終形成失效。 針對以上原因的分析,採取了以下幾點措施: 1、改進模具設計 將沖頭大角度過渡處採用圓弧連接,減小應力集中效應。 具體改進如圖5所示:
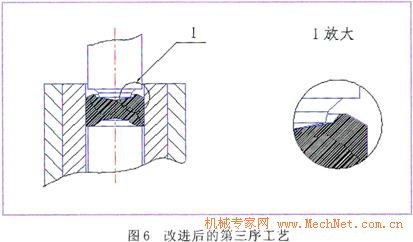
2、改進模具模具工藝 將沖頭頭部尺寸切削加工改為擠壓無切削加工,材料選用65Nb。模具毛坯預先進行鍛打,打碎模具材料中的網狀結構及粗大晶粒,退火後進行壓製成形,這樣就消除了車削加工所帶來的微裂紋現象。 3、改進工藝設計 將三序毛坯尺寸進行改進,使之與沖頭接觸時不會產生封閉區域,避免氣爆、油爆的形成。如圖6所示
通過以上改進,模具壽命有了極大的提高,從最初的2~3千件提高到1.5~2萬件,但與理想的要求還有一定的距離,有待進一步的改進。 | |